

目前,各行各业对大型三维钣金件的需求量在不断增加,各种钣金件在航空航天、汽车、船舶、电器、兵器、医疗等产业部门中被广泛应用[1-3]。在大型板材的加工中,由于受成形设备尺寸及批量等的限制,应用传统板件成形工艺有很大的困难[4],于是,越来越多的学者对这一问题进行了深入研究与探索,多点成形技术应运而生。多点成形技术[5-7]是一种适用于复杂件成形的柔性成形技术,应用多点成形技术可以缩短钣金件生产周期[8-10]。它利用一套离散化的多点模具结合数字化控制系统就可以使下模经过调形变为多种不同形状和尺的模具型面,从而加工出多种形状和尺寸的曲面件,实现在一台设备上可以直接进行不同形状三维曲面零件的加工,不需要为不同的模具型面而单独定制模具,特别适合单件、小批量零件的生产[11-13],节省了传统模具制造、调试、培训等成本,真正实现了“一机多用”的构想,是一种曲面形板冷加工的新型成形工艺[14-15]。
在板料成形过程中,其变形不仅有塑性变形还存在着弹性变形。板料内部通常会产生大量的弹性应变能,所以在板料完成了成形过程并将上基本体群升起即上模离开板料时,这部分能量随着外加载荷的卸载得以释放,会使板料较卸载前的弯曲半径增大,弯曲角减小,使得板材发生与变形方向相反的变化,该现象称之为回弹。回弹造成零件的成形精度低,成形后因为回弹的产生使零件与目标形状有差别,需要多次压制,因此增加了成形的工作量。
在板料成形中回弹的出现是不可避免的问题,且一直是影响板料成形精度的问题。针对这一问题许多学者纷纷展开研究,试图提出减小回弹对板料成形影响的方法。Li等[16-18]从回弹理论、回弹仿真、回弹控制这3个方面对多点成形过程中的回弹问题进行分析和总结,研究了多点成形过程中的回弹问题,把研究的重点放在超声波振动对板料塑性变形和回弹的影响,研究了超声振动对改善回弹现象的影响。Liu等[19-20]针对各向异性薄板的回弹补偿问题,提出了一种考虑各向异性的薄板回弹补偿算法,讨论了毛坯厚度、零件形状和成形半径对补偿精度的影响,并验证了该算法的适用性。Yue等[21]、Su等[22]提出了预测弯板多点成形回弹的方法,并通过有限元模拟和弯曲实验验证了预测多点成形过程中弯板回弹的有效性。板料应用钣金件数字化柔性成形实验系统进行多点成形与采用传统的整体成形技术相比,具有节约成本和时间等优势,但是由于成形过程中的回弹影响,一块板料需要反复实验压制,慢慢达到成形标准,耗费时间、人力、电力成本。本文运用实验与有限元模拟仿真成形相结合的方法对三维双曲率板料进行研究与分析。通过仿真结果修正出模具的补偿面,利用补偿面进行实验并对实验结果进行分析,获得了符合标准要求的零件。
1 多点成形技术原理及特点
1.1 多点成形技术原理
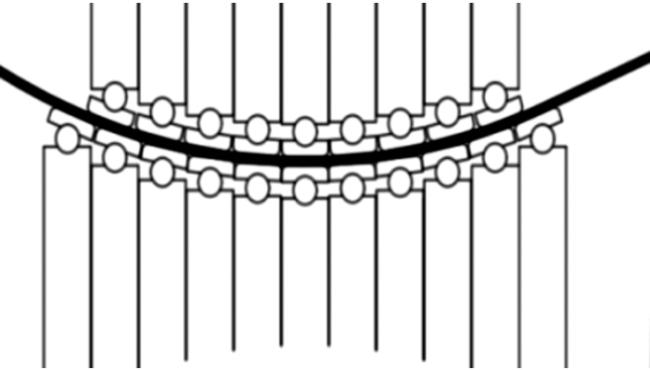
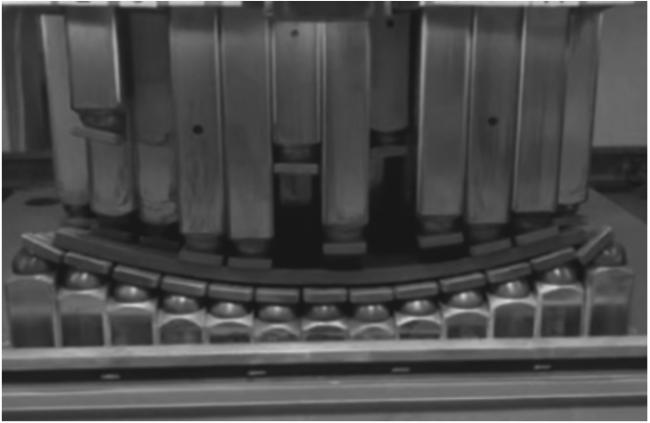
多点成形设备一般由以下几部分组成:上基本体群、下基本体群、液压装置、电气控制系统、测量装置、数字化控制系统等。其主要工作模式是将整体模具的型面离散成一定数量整齐排列的小基本体群,多点成形原理如图1 所示。通过数字化控制系统改变每一个基本体竖直方向的高度,得到不同的模具型面,再利用液压系统进行压制,实现一台设备可以加工很多形状不同的零件,图2 为多点成形工作示意图。压制结束后通过测量装置测量并分析各点的偏差量,判断成形件质量是否合格。
多点成形技术更适合应用于小批量或者单件厚板的生产,这样可以提高零件的生产效率,使设备利用最大化。
1.2 多点成形设备的特点
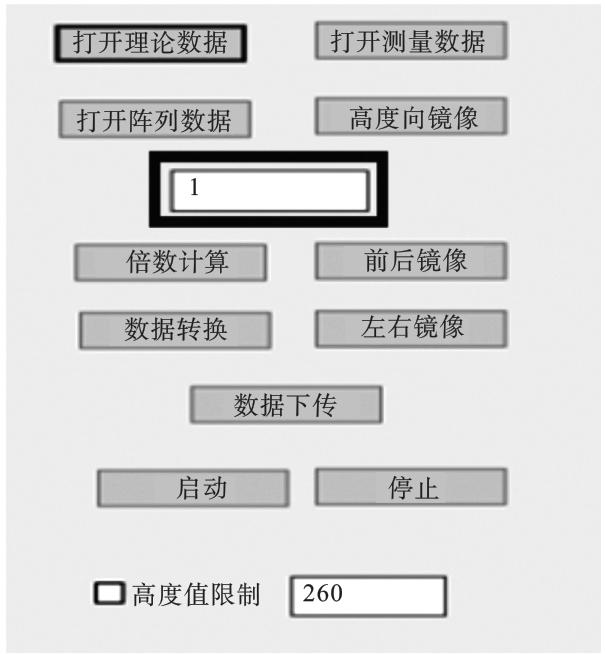
以钣金件数字化柔性成形实验系统进行板料的成形分析为例,因为板料最低点与最高点具有一定的高度差,还有部分板料形状上有曲率的变化,所以在实际的压制过程中,若钣金件的高度差过大或者曲率变化过快,下模的调形系数应该先从0.5、0.6或者0.8等小于1的开始,使下模形状慢慢趋近目标形状。如果直接从1开始,可能会有破裂等风险。下模调形模块如图3 所示,下模调形是根据提取目标形状各个点的参数文件进行的,系数1代表下模调形的型面与提取的目标型面的各点坐标是一致的,改变系数即是在提取的目标型面的各点坐标值的高度方向上乘一个系数,使目标型面以一个系数的缩放形式改变形状,这样就改变了下模型面的形状。
在使用调形系数为1的下模型面结束板料成形后,由于板料自身的残余应力等因素的影响,可能存在回弹等问题,这时测量的板料成形形状与目标形状相比有一些偏差。如果已成形形状与目标形状相比成形不完全,此时就需要加大系数调整下模继续压制;如果是已成形形状与目标形状相比成形过度,这时就需要减小系数调整下模继续压制。所以,在实际压制过程中需要慢慢改变调形系数来保证压制的形状符合标准要求,这样的实验操作效率十分低,本文通过仿真与实验相结合的方式来提高压制效率。
1.3 零件成形过程简述
以图4 的三维厚板成形为例,获得一块符合标准要求的零件,共经历了6次压制过程,分别以调形系数0.8、1.0、1.3、1.5、1.3、1.0进行压制。第一次压制调形系数根据工人师傅的经验选择0.8,目的是观察大致成形规律,避免因为零件高度差过大直接进行系数为1.0的压制而出现成形缺陷。按照调形系数为1.0、1.3、1.5依次增大调形系数的规律压制板料是因为在压制后经过测量,发现由于板料的回弹等情况导致零件形状与目标零件相比存在成形不完全的情况。但是在调形系数为1.5的情况下结束压制后,经过测量零件成形过度。所以减小调形系数继续压制,根据此规律,在调形系数为1.0时进行最后一次的成形压制,获得符合要求的零件,厚度的误差在±3 mm。
2 多点成形有限元模型
2.1 压头形状的简化
本文的有限元模拟仿真采用的是应用范围较为广泛的三维分析软件ABAQUS。为了降低有限元模拟仿真的建模难度,采用简化的模型来计算成形过程。
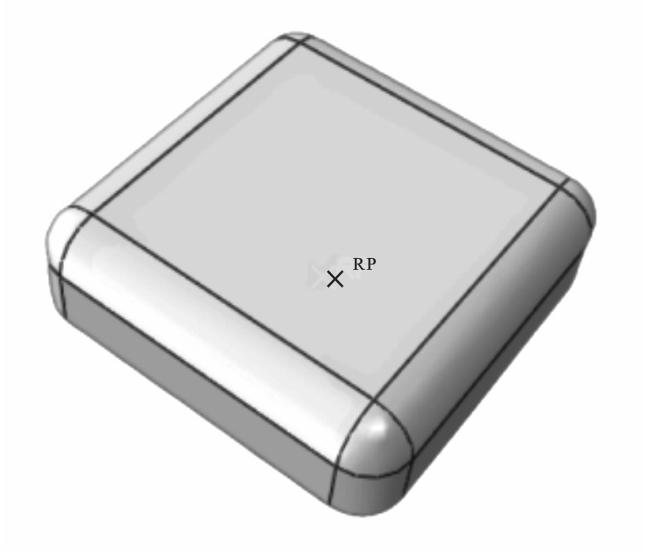
本次成形的基本体是可调活络式方形压头,压头可以绕着X轴和Y轴旋转,可以更好地适应型面。因为实际的压制过程中只有压头的方形面跟板料接触,所以在建模的时候将压头简化,只需要保留方形的型面,省略立柱和旋转芯模,图5 为简化后的压头建模图。因为在成形过程中只有方形压头参与,且在实际的实验中,压头的变形量非常小,可以忽略不计,同时也为了节省仿真的计算时间、提高计算效率,直接将压头约束成刚体。
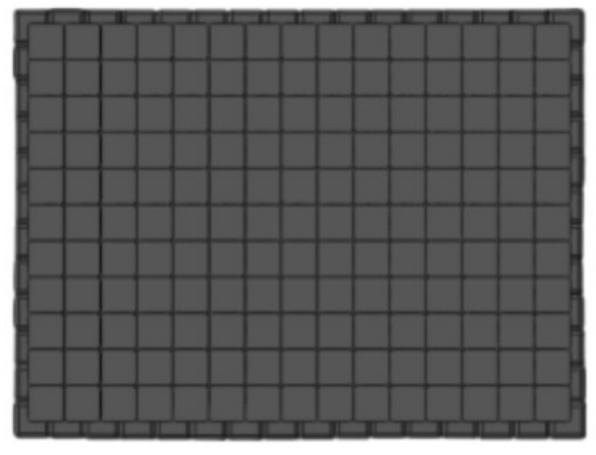
本实验采用的成形实验系统上基本体群由17×15共255个压头组成,下基本体群由18×16共288个压头组成,上基本体群的压头个数比下基本体群的压头个数少一排一列,所以相当于上模分别在X轴和Y轴方向上、向中心偏移35 mm。但是在成形图4 零件的实验过程中并非所有小基本体都参与了工作,所以建模只保留参与工作的基本体。图6 为简化后的上下基本体群,上基本体群由11×15共165个压头组成,下基本体群由12×16共192个压头组成。每个压头方形面的尺寸是70 mm×70 mm,厚度为20 mm。
2.2 零件特点描述
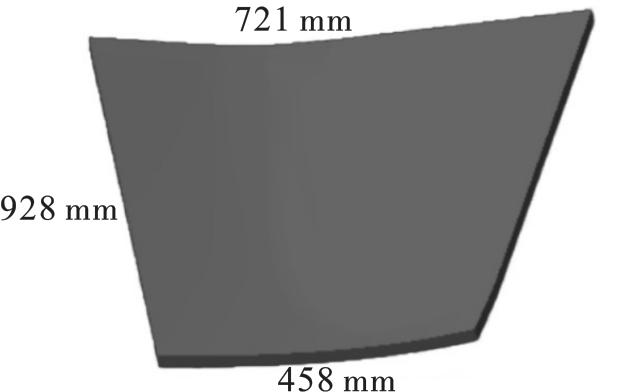
本文采用一个大型三维双曲率的不规则厚板件为例进行有限元分析和实验研究,如图4 所示。零件的短边尺寸为458 mm,长边尺寸为721 mm,直角边腰的尺寸为928 mm,板料厚度为18 mm。
2.3 材料参数
目标零件的材料选用Q235钢,类型为各向同性材料,材料的性能参数如表1 所示。
表1 材料性能参数 |
| | | | |
|---|---|---|---|
| | | | |
2.4 其他设置
利用ABAQUS模拟板料成形的过程中,分析步类型共用到两类,首先第一部分模拟板料成形的过程采用动力显式算法来计算。结束成形后的回弹部分采用静态隐式算法来计算。上基本体群和下基本体群中各个基本体之间及基本体与板料之间采用通用接触,并选择“全部含自身”。法向行为是“硬”接触,切向行为摩擦公式采用罚摩擦,摩擦系数为0.2。上下基本体群中的每个基本体都利用“创建约束”功能添加刚体约束。
因为方形活络式压头的特点是只能在竖直方向上移动,其他两个方向保持固定不动,3个轴的旋转自由度都已经释放,所以建模过程中对下基本体群固定每个基本体的X、Y、Z 3个方向的位移,释放旋转自由度。对上基本体群中的每个基本体释放Z轴的位移,固定X轴和Y轴的位移,释放X轴、Y轴和Z轴的旋转自由度。上基本体群采用载荷下压的方式,这种加载方式更加贴近实际的实验。
板料成形结束后,利用软件中的数据传递功能结合静态隐式算法计算成形后板料的回弹过程。首先,打开成形分析步骤中的重启动设置;然后,复制成形模块作为回弹模块,回弹模块中删除不需要的装配、接触、载荷、边界条件等,并将动力显式分析步骤替换为通用静力分析。在载荷模块中导入预定义场,即完成了回弹模块的建模设置,接下来就可以进行回弹计算,计算结束后得到成形回弹后的板料结果,最后根据模拟的结果分析板料回弹规律。
3 板料回弹修正及分析
3.1 仿真结果及修正
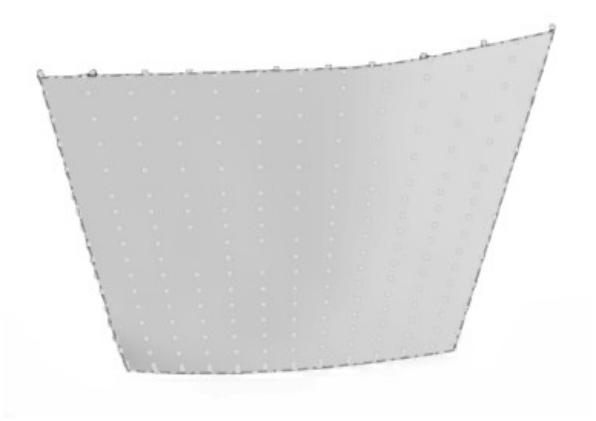
按照上文所提到的建模过程进行仿真计算,将计算结束后的成形板料导出,如图7 所示,其中带有网格模块的板料是仿真结果。图7 中的方形点为下基本体群各个基本体的位置,基本体的坐标取最接近的网格节点的坐标作为参考值,图7 中坐标轴为自定义的方向。
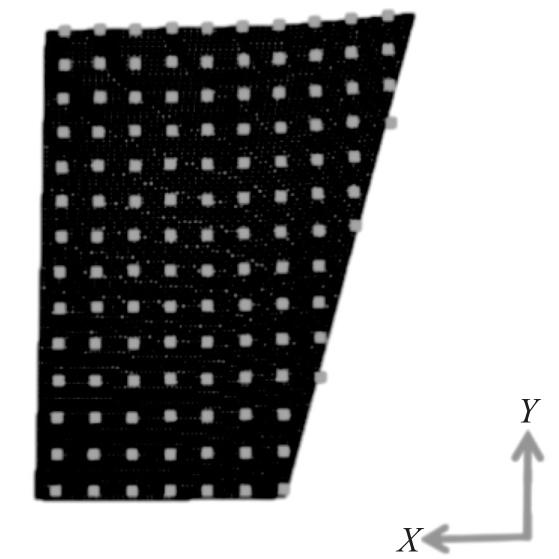
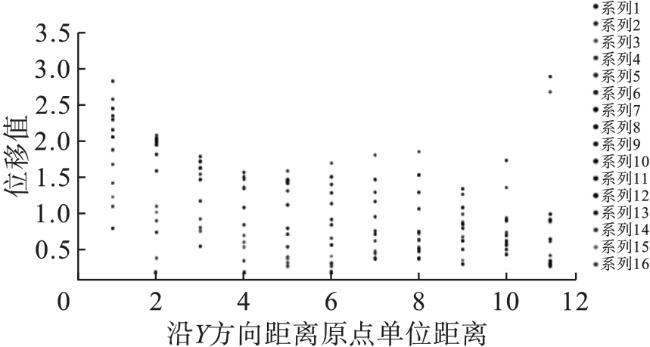
将导出的板料按照已有的网格点均匀取点测量板料在竖直方向上回弹前后的位移。在CATIA俯视图7 中定义X与Y的方向,如图7 所示,按照纵向每间隔3个网格取一个测量点,横向每间隔3个网格取一个测量点,所以每3个网格点为一个单位。由于变形后的板料在竖直方向既存在高于原板料的点也存在低于原板料的点,即数值有正有负。为了方便观察,取所有数值的绝对值,将每一个点记录下来,并将所有点用离散点图的形式表示出来,如图8 所示,图8 中的每一个系列代表沿Y轴方向距离相同,但沿X方向距离不同的一系列点。
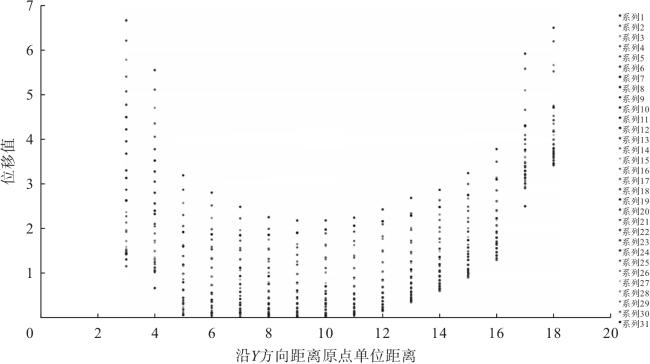
由图8 观察可知,最大绝对值是6.5,最小绝对值是0。根据网格的分布均匀取一定数量的结点,在横纵方向每间隔5个网格点作为一个结点,结点的位移值作为此点的补偿值,补偿的方向是每个结点处曲面的法线方向并选择回弹的反方向作为补偿的方向,这样就可以形成一个新的点。每个结点按照此方法都对应一个新的补偿点,这些点构成了补偿点的集合,如图9 所示。在CATIA中将这些点生成一个新的曲面,此曲面就是模具经过补偿后获得的新的下模具型面。
3.2 二次仿真成形分析
4 实验与验证
4.1 实验过程
多点成形实验操作的第一步是将目标零件的数模导入专用分析软件中。本次实验导入软件中的数模是补偿后的型面,使数模位于网格中间位置。在数模上布点,提取各点坐标,保存提取的坐标参数文件,然后打开控制下基本体群调形的软件,导入提取的坐标参数文件,依据此文件对下基本体群所有压头进行调形,即对基本体的高度进行调整。因为本次实验导入的是补偿后的型面,所以在调形中调形系数选择1,不需要从其他系数开始。调形结束后下基本体群会按照提取的坐标参数将各个压头升起对应高度,这样下基本体群就形成一个连续完整的下模具型面。本次实验的下模型面是经过补偿后的型面,下基本体群的调形过程完成后,将板料的中心与基本体中心的红外线对齐,并将板料放入下模,然后进行压制操作。首先用专用电机将处在压制区外的上模推入到下基本体群的正上方,上基本体群会以每一列为一个单位的方式下落。通过人为操作使上基本体群按照中间向两侧的顺序依次下落,等到所有压头全部下落后,通过专用电机对压头加压,加压结束后升起上基本体群的所有压头。等到上基本体群所有压头复位后,将上模退出压制区,此时板料完成压制与自由释放的过程。最后,将激光测量仪推入压制区,测量出此时各个基本体对应的坐标值,保存测量的所有坐标值,退出测量仪。至此完成整个硬件操作的流程,后续的分析需要通过软件进行。
4.2 实验结果及分析
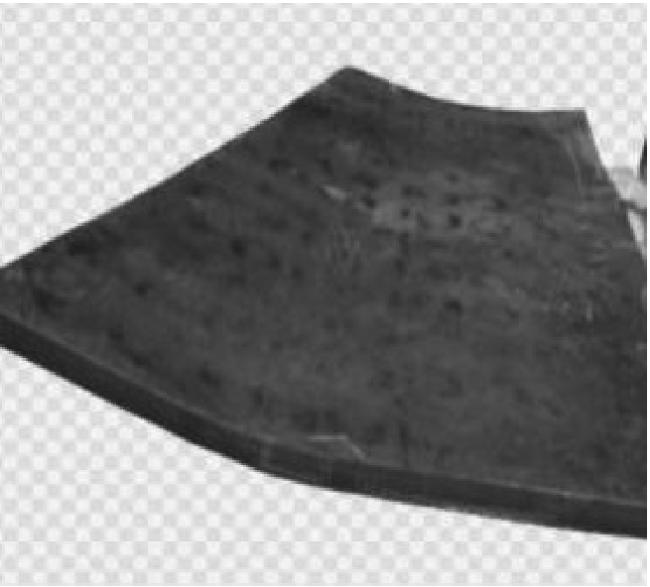
成形后的零件如图11 所示。由图11 可以看出,成形后的零件表面光滑、流畅,没有明显的压痕、起皱和破裂等情况,表面成形质量达到零件的交付要求。
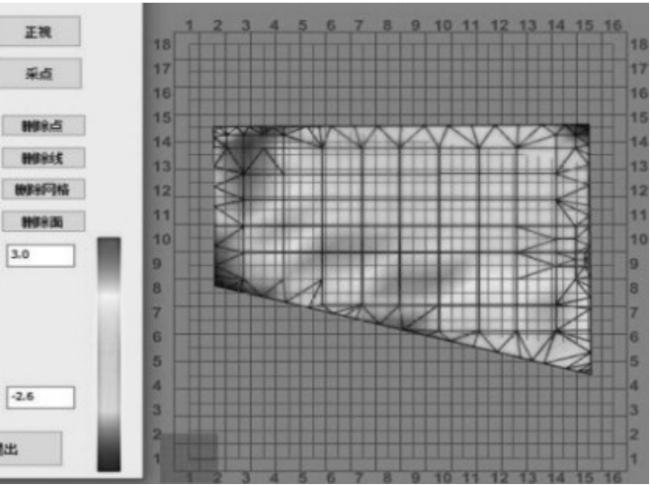
用激光测量仪测量成形后的坐标值,因为板料形状的特点和激光测量仪只能整行整列测量的局限性,所以测量范围选择2~15列,5~14行。设A代表基本体列的序列数,测量中A代表2 ~15列,设B代表基本体行的序列数,测量中B代表5~14行。实验中仅测量下基本体群5~14行和2~15列的每个基本体的坐标值,行列的坐标值均为70的n-1倍,设列坐标为Y轴坐标,行坐标为X轴坐标,竖直方向的高度值用Z表示,表2 为每个基本体的坐标值。将激光测量仪测量的各点坐标值文件保存后退出激光测量仪,然后把保存的测量文件导入分析数模的软件中,利用测量的坐标值构建新的曲面。将新的曲面与初始的板料数模进行分析对比,可以获得偏差值,图12 是软件自动分析生成的成形误差图。
表2 基本体坐标值 |
| 行序号高度值B 高 度 值 行序号高度值A | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 14 | 43.32 | 39.62 | 36.92 | 36.88 | 37.94 | 37.68 | 38.6 | 39.1 | 39.42 | 40.24 | 41.1 | 41.78 | 42 | 43.12 |
| 13 | 34 | 33.72 | 32.84 | 34.26 | 34.98 | 33.84 | 34.04 | 34.84 | 35.98 | 36.46 | 37.16 | 37 | 38.22 | 38.06 |
| 12 | 29.74 | 28.94 | 29.56 | 29.88 | 30.26 | 30 | 30.48 | 30.98 | 31.9 | 32.74 | 32.24 | 33.16 | 33.8 | 35.14 |
| 11 | 27.2 | 25.86 | 24.94 | 25.4 | 26.02 | 26.38 | 26.02 | 27.26 | 27.18 | 27.74 | 28.44 | 29.34 | 28.64 | 30.34 |
| 10 | 24.62 | 27.22 | 26.62 | 24.9 | 24.36 | 23.42 | 23.66 | 23.82 | 23.68 | 23.98 | 25.28 | 25.66 | 25.5 | 25.94 |
| 9 | 28.7 | 31.54 | 29.42 | 28.52 | 25.96 | 25.34 | 24.38 | 23.48 | 23.8 | 23.22 | 23.38 | 23.12 | 23.42 | 23.22 |
| 8 | 33 | 33.7 | 34.86 | 32.52 | 32.58 | 30.32 | 29.76 | 29.32 | 27.62 | 26 | 26.02 | 25.48 | 26.06 | 24.16 |
| 7 | 21.3 | 21.98 | 23.04 | 21.74 | 38.52 | 36.42 | 36.28 | 36.58 | 34.56 | 33.1 | 32.32 | 31.9 | 32.18 | 30.98 |
| 6 | 21.84 | 27.46 | 33.6 | 35.14 | 32.84 | 29.24 | 27.12 | 24.58 | 42 | 42.12 | 41.2 | 41.3 | 41.54 | 41.82 |
| 5 | 23.8 | 34.5 | 41.4 | 49.52 | 51.96 | 51.56 | 48.24 | 40.2 | 33.32 | 28.62 | 27.12 | 43.76 | 50.2 | 50.08 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
由图12 可以看出,成形后的零件与目标形状的Z方向偏差值在±3 mm以内,本次成形达到了零件的交付要求。以本零件为例,通过有限元仿真和实验相结合的方式构建补偿面。在采用补偿面进行实验时,只需进行一次实验,相比前文所提的6次压制实验,减少了实验的次数,缩短了工时。从电力成本来说,每次实验估计耗电60 kWh,花费30元,利用补偿面成形相比传统的成形方法在电力花费上成本减小,在人力和设备的损耗上也有相应的减小。
5 结论
相对于其他的冷板加工成形,多点成形技术具有高效性,但针对三维大型厚板的成形,钣金件数字化柔性成形系统却因为需要多次反复实验而使其效率降低。本文采用有限元模拟仿真和实验相结合的方法,简述了多点成形的原理和技术特点以及利用三维有限元模拟软件仿真的建模和成形过程,并对板料仿真模拟成形的结果进行分析,构建补偿面,运用补偿面进行实验成形,并对实验结果进行分析,实验件满足生产需求。这种方法实现了减少操作次数,节约人工时间,缩短设备使用时间,延长设备寿命,全方面提高了生产效率的目标。