

零件可制造性是指在满足零件设计需求前提下的零件制造可行性和经济性。设计阶段对零件制造有决定性的影响,设计与制造环节的分离,会造成产品的生产周期过长,制造成本变高。目前,梁类零件生产制造过程中缺少快速化或自动化可制造性几何特征识别软件,导致零件可制造性检查效率低下,零件质量得不到保障。在目前的检查模式下,零件的可制造性分析主要依赖于人工,需要大量的手动测量和计算。在检验环节,人工的大量参与难免出现人为失误或疏忽的风险,因此,开发出可制造性几何特征的检查软件显得尤为必要。
特征识别作为零件可制造性检查的先决问题,其本质是提取三维模型的几何信息和拓扑信息,分析筛选出用于生产加工的特征信息。特征识别是实现CAD/CAPP/CAM集成问题的关键,对于复杂繁琐特征的识别一直是领域内的难题。其最早研究始于20世纪70年代剑桥大学CAD的研究,经过多年的发展,特征识别技术已经取得了一些成果,如基于规则的方法[1]、基于图的方法[2]、基于神经网络的方法[3]等。近年来,为实现特征的个性化定义,一些学者对特征识别的通用方法进行了探索。Niu等[4]提出利用数据库将特征定义转化为SQL查询的特征识别方法。Wang等[5]提出一种基于实体模型的框架,其中框架由将零件step数据转换为边界表示的编译器和特征库构成,特征表示由集体属性、个体属性和关系构成。然而目前该技术仍存在以下问题:(1)实际生产中零件特征存在多样性,特征的准确描述对技术人员有很高的要求;(2)在相交特征的情况下,特征几何信息存在不同程度的丢失,剩下的几何信息构成可能难以满足所定义的特征表达式。张磊等[6]提出用图匹配理论实现特征识别的基本原理,研究了判定边的凸凹性、属性邻接图、设计特征等理论与方法,其优点在于此特征识别方法能很好地实现对中等复杂程度零件的特征识别,但难以识别更为复杂的零件。谢飞等[7]提出基于图和子图同构算法的制造特征识别方法,该方法从零件模型文件中提取所需的几何与拓扑信息,生成加权属性邻接图来描述零件模型,实现对制造特征的识别。其优点在于改进了子图同构算法使特征判定规则更加完善准确,但存在难以将复杂的特征识别完全的问题。
目前针对梁类零件的特征识别方法较少,梁类零件壁薄槽多[8]且实际生产中零件特征存在多样性等问题,如何将零件可制造性几何特征准确描述并划分以及对零件模型所包含的几何信息和拓扑信息进行提取和重新融合,并迅速将其转换为零件本身可制造性的依据,是梁类零件可制造性几何特征识别的难点。
针对特征识别过程中遇到的难点以及上述各方法的局限性,本文以梁类零件为研究对象,对梁类零件制造几何特征进行划分并描述,对可制造性几何特征识别方法进行研究。针对梁类零件的凹槽特征提出一种基于布尔交集运算的核心面关联算法,实现对梁类零件复杂组合特征的精准快速识别;针对凹槽最大深度的测量,提出了偏移差距法。利用组件应用架构[9](component application architecture,CAA)技术,实现梁类零件可制造性几何特征快速识别,并以凹槽深径比为主要评价指标,检验梁类零件的可制造性。通过实例测试,验证了本文所提出的梁类零件可制造性几何特征识别算法的可行性和有效性。
1 梁类零件制造几何特征
1.1 梁类零件制造几何特征分类
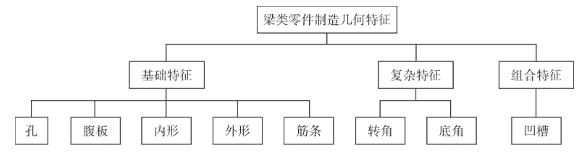
在机械加工过程中,孔、面是梁类零件常见的制造几何特征。此外,梁类零件还存在大量难以简单定义的特征。考虑到梁类零件特征识别所需的几何拓扑信息和加工条件,本文将梁类零件制造几何特征分为基础特征、复杂特征、组合特征3个层次。凹槽特征为组合特征,由基础特征和复杂特征参与构成,其中,凹槽特征包括腹板特征、内形特征、底角特征、转角特征,制造几何特征分类如图1所示。
1.2 梁类零件制造几何特征分析
梁类零件的凹槽特征由基础特征和复杂特征参与构成,所以凹槽特征在制造几何特征中具有鲜明的代表性。凹槽特征的加工工艺对梁类零件的质量和精度有直接影响。通常情况下,采用数控加工等先进的加工工艺可以保证凹槽特征的加工精度和表面质量。凹槽的深度直径影响梁类零件的强度和刚度,因此在加工凹槽特征时,满足凹槽深径比H/R≤5.5,则认为零件的工艺性良好。其中,H为凹槽的最大深度;R为凹槽立面之间的转角。考虑到切削刀具自身形状,凹槽立面间应设有圆角(梁类零件转角),在加工转角特征时,转角半径与铣刀直径应优先满足R≤D/2(D=2、4)。其中,D为铣刀直径且应符合刀具系列直径。由于切削刀尖存在圆角,凹槽底面与立面之间应存在圆角(梁类零件底角),在加工底角特征时,底角半径与铣刀直径应符合r=D/2(D=1、2、3、4、6、8、10、12),其中r为待加工底角半径。
在生产加工过程中频繁更换刀具,会产生铣刀接刀棱,影响零件加工表面质量,进而影响零件的配合性能、疲劳性能、磨损性能和使用寿命,所以在机械加工时,转角半径R和底角半径r应分别采取半径一致性原则,即采用同一直径的刀具加工转角或底角。通过满足这些条件,可以保证加工出的凹槽特征具有良好的质量和精度。同时,也可以避免刀具与工件之间的干涉和冲突,提高加工效率和安全性。
梁类某典型零件制造几何特征如图2 所示,其特点描述如下:
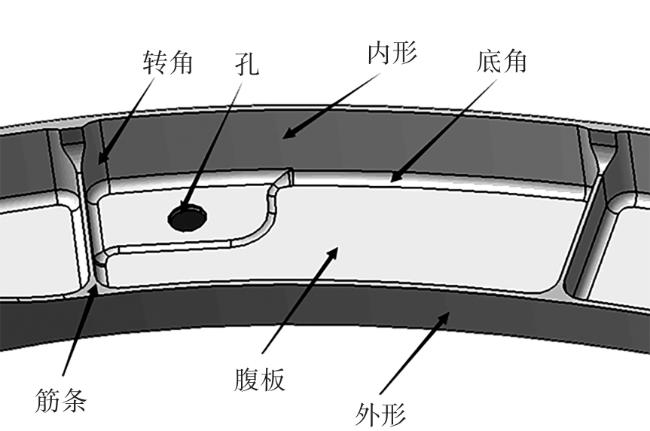
(1)孔特征:由两个半圆柱组成,且两个圆柱面的法向量指向圆弧中心;
(2)腹板特征:梁零件加工平面内的主要大平面,面的法矢方向统一;
(3)筋条特征:筋条的顶部面,狭窄细长,且法矢方向近似统一;
(4)内形特征:介于腹板面和筋条面之间的平面,与腹板面夹角近似90°;
(5)外形特征:介于两个法矢方向相反的筋条面之间,面的法线指向零件外部;
(6)底角特征:为腹板面与内形面之间的过渡曲面,多为圆角面,但存在个别碎面;
(7)转角特征:为两相邻内形面之间的过渡曲面,为圆角面;
(8)凹槽特征:是由腹板面、内形面、底角、转角等共同构成的组合特征,本文将其视为一个独立单元。
2 梁类零件制造几何特征识别方法
2.1 制造几何特征识别步骤
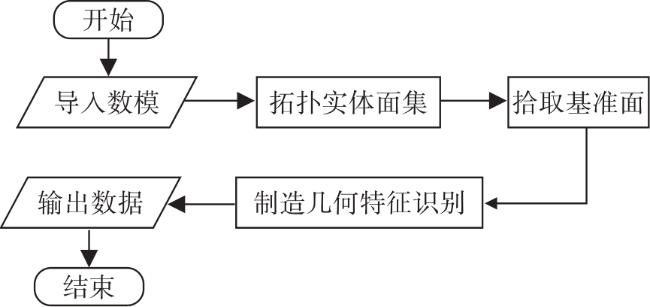
首先,在CATIA内导入梁类零件数模,对数模零件几何体下的实体进行拓扑,提取出拓扑面集,在拓扑面集中采用逐面遍历过滤的方法自动拾取基准面;其次,通过对拓扑面集进行面属性计算[10]、布尔交集运算及基于布尔交集运算的核心面关联算法的运行实现对腹板特征、凹槽特征、转角特征、底角特征的识别,最后输出凹槽深径比、转角半径和底角半径等数据,识别流程如图3 所示。
2.2 特征识别算法
2.2.1 基于布尔交集运算的核心面关联算法
在梁类零件可制造性几何特征识别中,凹槽特征为主要识别特征,因为凹槽结构的特征面均分布在腹板面的四周,所以将梁类零件拓扑面集分为两类:
(1)核心面:指梁类零件腹板特征的特征面,对应腹板特征面。
(2)关联面:指梁类零件拓扑面集内除核心面外的其他面的统称。
本文提出的针对凹槽特征识别的算法是以腹板面为核心面,以底角面、转角面和内形面为关联面进行整体识别的算法。首先,循环腹板面集以腹板面为凸台拉伸面,并沿其法线方向进行凸台拉伸;其次,在关联面的质心处建立法线;最后,对凸台与法线进行布尔交集运算,与凸台有交的关联面即为凹槽特征面[11]。
2.2.2 逐面遍历过滤算法
逐面遍历过滤算法的作用是筛选出符合特定条件目标面。根据所要得到目标面的类型及位置特征设置筛选条件,并在面集中对所有面逐一搜索,判定其是否符合设定条件,若符合,则找到目标面,且此时算法终止,以提高识别效率。例如在识别基准面时,将基准面为平面类型且周围与其相交面均为曲面类型的特征定义作为设定条件,即可在面集中快速识别到基准面。
2.2.3 偏移差距算法
偏移差距法是一种用于测量几何形状中某一特定面与其他相似面之间最大距离的算法。该算法的核心是将该特定面沿其法向量正方向偏移一定距离,得到一个新的平面,然后测量其他所有非特定面到该新平面的距离,并筛选出所有距离中的最小值,最大距离即为偏移距离减去最小距离。
2.3 凹槽特征识别
凹槽是特征识别过程中的重点识别对象。按照常规的特征识别步骤,采用由简到繁的识别顺序,即先识别基础特征,识别复杂特征,最后识别组合特征,识别过程虽然层层递进但每一个特征都在拓扑面集中分析筛选,这无疑使识别的过程变得繁琐,同时增加了识别过程中算法的运行时间和出错的可能性。因此,针对凹槽特征的识别,可先识别出关键面,再基于布尔交集运算的核心面关联算法,将凹槽以一个独立单元的形式进行整体识别,避免在特征识别过程中对无关联性几何信息的计算。之后在凹槽单元内识别出转角特征和底角特征,以此来减少在拓扑面集中的搜索范围,极大提升了特征识别效率,同时在独立计算每个凹槽的深径比时更加便捷。凹槽特征识别流程如图4 所示。
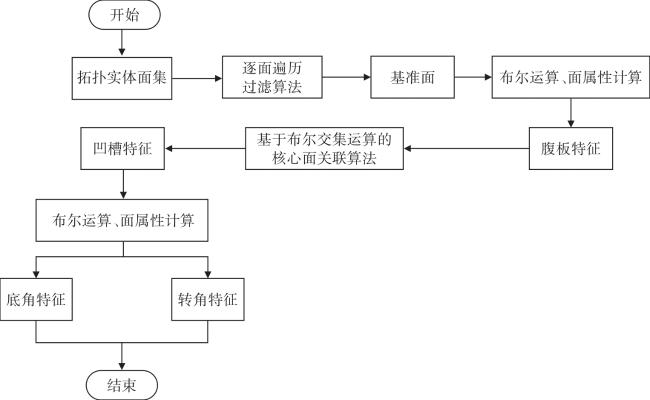
在凹槽特征识别过程中,首先要识别基准面,其次识别腹板特征,最后对转角特征和底角特征进行识别,其识别过程如下:
(1)基准面是特征识别过程中运算识别的起始面,是特征识别的基础。基准面的识别选取方法采用逐面遍历过滤算法,通过遍历梁类零件拓扑面集,逐面判定其是否符合基准面为平面类型且周围与其相交面均为曲面类型的特征定义。若找到满足符合设定特征的面,则将其定义为基准面,此时算法终止,以提高识别效率;
(2)腹板特征的识别采取基于腹板面为平面且面法矢方向近似统一的特性方法,但要着重与筋条特征进行区分。通过面属性计算筛选出拓扑面集中的平面,在平面的质心处建立法向量与基准面法向量求夹角。若夹角小于5°,则为腹板面近似平行面,再将此面的法线与基准面沿法向量正方向偏移7 mm得到的平面求交,则有交的即为腹板特征;
(3)转角特征分布在凹槽的四周,为腹板面竖直方向上的圆柱面;底角特征分布在腹板面的四周,为腹板面与内形面之间的圆柱面;转角和底角都为圆柱面,但分布在凹槽内的位置关系不同。因此可在凹槽单元内通过面属性计算先得到圆柱面,再将圆柱面与凹槽单元内的腹板面求交,则相交成功的为底角,否则为转角。
通过上述算法,实现了梁类零件制造几何特征的准确识别。
3 应用实例
3.1 梁类零件凹槽特征识别
(2)零件底角可制造性检验。首先,对底角面集中的面分别进行边界提取,通过边属性计算,筛选出边界线中的弧线,并得到底角半径r;其次,验证r=D/2,其中D符合刀具系列直径,最后检验r是否满足半径一致性原则。
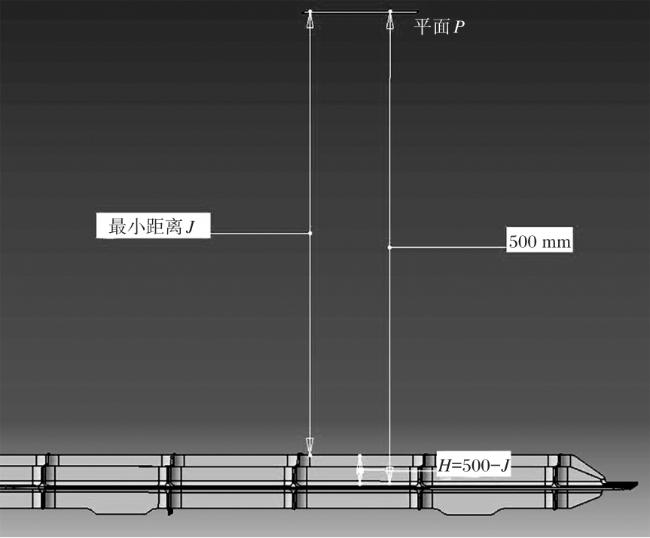
(3)零件凹槽可制造性检验。首先,需要进行最大深度H的测量,采用偏移差距法,将凹槽腹板面沿其法向量正方向偏移500 mm,得到平面P;然后,测量拓扑面集中所有非腹板面到平面P的距离,并筛选出所有距离中的最小值J。通过计算可得凹槽的最大深度H=500-J。如果凹槽深径比满足H/R≤5.5,则可判定零件工艺性良好。具体测距方法如图5 所示。
3.2 可制造性审查
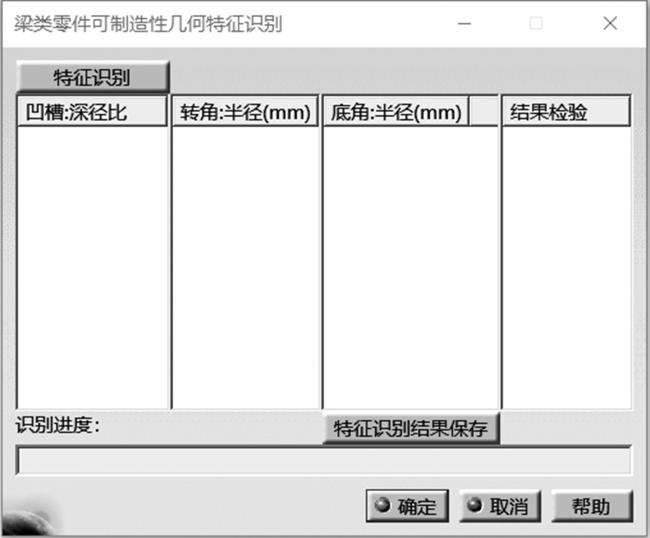
基于VS2005对CATIA V5R18进行二次开发,建立梁类零件可制造性几何特征识别系统,包括自动识别模块[14]、数据处理模块、数据保存模块。导入梁类数模后,利用梁类零件可制造性几何特征识别,点击特征识别按钮自动识别凹槽特征、转角特征及底角特征,转角半径、底角半径、凹槽深径比等数据将在对话框内列出,界面如图6 所示。
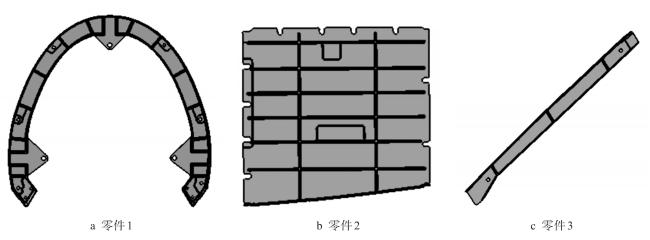
选取如图7 所示的3个梁类零件,分别手动及自动对转角半径、底角半径、凹槽最大深度进行测量,并对凹槽深径比进行计算,对每一步操作计时,将3组数据的平均值作为参考。主要操作步骤用时如表1 所示,其中完成可制造性审查总体效率提升了420.1%,开发软件后可制造性审查高效性的特点十分显著。软件运行具体输出结果如图8 所示。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4 结论
为解决梁类零件的可制造性几何特征识别问题,本文在总结零件凹槽特征的基础上[15],提出了基于布尔交集运算的核心面关联算法。研究得出的结论如下:
(1)结合梁类零件的特征识别所需信息和加工条件对其制造几何特征进行分类,对其制造几何特征的特点进行描述,并对制造几何特征进行分析,为后续的特征识别提供了理论支撑。
(2)运用面属性计算、布尔运算等算法实现了对腹板特征、转角特征、底角特征的识别。针对凹槽特征的结构特点,提出基于布尔交集运算的核心面关联算法,实现了梁类零件凹槽特征精准快速识别。
(3)针对凹槽深径比的计算,提出偏移差距法计算凹槽的最大深度,通过凹槽深径比的准确计算,实现对梁类零件工艺性的判定。
(4)利用CAA对CATIA进行二次开发,完成了梁类零件可制造性几何特征识别软件,并通过零件实例验证了本文所提出方法的有效性和正确性。