

装配过程是复杂产品研制的重要组成部分,对保证产品的最终交付起着关键作用。随着航空航天产品的几何结构、制造工艺和生产过程复杂程度的日益递增以及航空航天产品的批量变小、材料性能变化大、零组件制造误差和零组件残余应力的释放导致产品装配过程的复杂程度加大。以往变形零组件的装配主要是依靠经验进行多次反复试装、修配才能达到交付要求,甚至无法预测其可装配性而导致产品报废。这种缺乏有效预测的装配模式已经严重影响正常生产节奏,尤其是对现在开展的柔性机器人自动装配影响更大。因此,开展基于零组件实测数据的建模和产品模型的预装配,精准预测装配面的弹性变形及临界值,从而确定变形零组件的可装配性,减少变形零组件对后续装配的影响,是保障现场正常生产的基础。
实测数据主要指在产品装配前,依据数字化测量手段得到的装配零组件关键几何特征的点或点云数据,通常是描述工艺文件中指定的配合特征、接触特征及轮廓特征等数据。本文通过零组件实测数据建模,利用实例MBD模型、CAE仿真工具创建薄壁类产品可装配分析系统,详细论述了薄壁类组件结构装配过程、材料弹性变化、仿真分析方法及结果评估方法。本文对薄壁类组件结构装配体进行了有限元仿真分析模型建立、定义检测点、几何装配建立模型、划分网格方式、设置边界条件及材料属性等。还设置了变形零组件装配的仿真工具环境、求解仿真模型、分析仿真监测点变形、分析组件变形与内应力关系、修正基于物理测试的仿真模型。基于变形零组件装配仿真优化理论,结合当下大数据、人工智能技术,给出现场变形体可装配性的等价模型及软件,采集现场装配的零组件特征值,系统可快速判定变形的零组件可装配性。本文所研究的技术不仅有助于提高薄壁类产品装配过程的主动性,还能促进基于实物状态的决策和优化,提高装配的效率和规范性,提高一次装配成功率和质量性能的一致性,从而为数字孪生驱动的数字装配生产线提供理论依据与技术参考。
1 薄壁类零组件装配仿真分析
在航空航天产品装配过程中,由于零组件尺寸误差、几何误差和表面结构误差,使最终产品的装配变得异常复杂。既要考虑涉及零部件的制造误差,也要考虑零组件的制造成本和装配资源,同时还要兼顾现场实际装配与装配工艺约束条件,因此,在装配生产线上会出现零组件无法装配的问题。所以,对变形体装配过程进行建模并对装配误差及其动态特性进行分析预测就变得十分必要。在研制产品的不同阶段,包含了丰富的装配知识和装配设计经验,主要包括装配序列与路径、装配公差与精度控制及装配过程规范与数据采集方法等。提高复杂产品的装配效率是装配领域研究的主要问题之一。曹宇等[1]针对大型复杂薄壁筒段类舱体开展装配偏差控制及快速识别试验研究,实现了筒段类舱体装配偏差控制及快速识别与测量。郭文涛[2]分析了航空复杂产品装配的全过程,提出了基于模型的定义(model based definition,MBD)技术的装配产品设计、基于装配模型的工艺优化设计、基于数字孪生技术的优化设计、基于大数据技术的装配优化设计。郭允明等[3]提出了一种对装配过程进行实时调整的方法,基于装配件的实时测量数据对装配工艺参数提前进行改进与控制,从而提高装配精度,为装配过程的实时调整提供了理论基础。装配数据建模与采集是一项重要工作,数据来源的广泛性、准确性和可靠性直接影响装配调整策略的有效性。吕瑞强等[4]结合国内航空复杂产品生产需求,进行了数字化装配技术工艺研究,提出了面向航空产品制造过程的CPS基础共性技术平台。陶剑等[5]利用数字线索和数字孪生技术,开展了复杂产品生命周期业务过程建模与仿真、动态预测和评估,建立了航空工业智能制造架构,提出了军工企业生产过程的数字化技术途径。谭建荣等[6]在研究智能制造关键技术的基础上,探讨了从数字制造到智能制造的应用模式,提出了机器人参与智能制造应用的技术途径。洪军等[7]基于微分运动矢量对装配过程的偏差进行表征,提出了一种可表示装配体的几何尺寸变化及装配误差传播的状态空间模型,降低了装配体的尺寸误差。随着数字孪生、知识图谱、人工智能技术的发展,冯锦丹等[8]针对航天复杂产品装配语义无标准约束、装配工艺难重用、装配设计周期长等问题,提出了一种基于知识驱动的航天复杂产品装配工艺重构方法。因此,实施装配前(甚至在实施装配过程中乃至装配完成前)进行产品装配精度的有效预测,是保障并提高复杂产品整机装配性能的前提。刘殷杰等[9]为了准确有效地实现飞机薄壁零组件装配偏差预测与控制,提出了一种飞机薄壁零组件装配偏差建模与仿真分析方法。李梅平等[10]应用数字孪生技术通过补偿、协调、调整等调控手段,使飞机整个装配过程的几何量、力学量处于合理范围。张永亮等[11]总结了飞机装配所需的智能加工技术、基于数字孪生的装配工艺优化、偏差估计与统计分析及智能化柔性工装关键技术,并应用于飞机装配中。辛朝阳[12]开展了基于飞机数字化装配工艺的仿真技术研究,着重研究了数字化装配仿真技术应用。郑博等[13]以飞机大部件对接为例提出了飞机大部件数字化对接仿真技术,研究了大部件装配现场位姿与目标位姿的参数求解方法。娄颖等[14]针对军工复杂离散装配过程中多品种、小批量、柔性化、装配困难等特点,提出了一种适用于军工柔性化离散装配过程的数字化集成方法。董军等[15]基于数字孪生技术对复杂装配件进行了装配体形位公差设计的技术研究。孙嘉玉等[16]针对航空航天等重要领域复杂装备的设计、工艺、质量等需求,开展数据驱动复杂装备的技术创新。
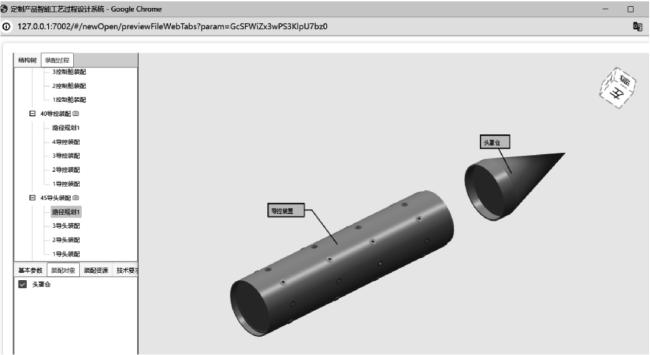
现有文献对航空航天产品装配过程及过程控制进行了探索,但在装配现场仍有许多工作需要完善。一方面,上述研究基本局限在零组件产品制造之前,合理规范零组件的几何外形、尺寸公差、形位公差及在装配过程的路径、装配基准、工装的使用等方面;另一方面,并没有考虑零组件在装配过程中存在残余应力并引起装配组件的变形问题。从现场实际操作过程了解到,这类零组件在一定范围内也是可以进行装配的,但这种装配的边界往往受操作者经验限制。而对于基于柔性产线自动装配的航空航天产品则面临巨大挑战。本文介绍的是典型薄壁类零组件装配处理过程。图1是某产品薄型类零组件装配MBD模型。
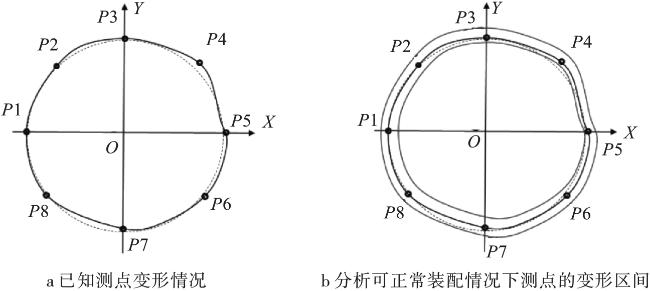
由于外壳体是薄壁结构件,内部组件由外部螺钉固定,当两舱段组件分别装配结束后,会导致舱段组件发生不同程度的变形,部分形位公差指标超差。由于CAD装配干涉检查是刚体检测,不考虑变形,导致这两个舱段由于干涉无法正常装配。而在生产现场,如果两个装配面的公差小于某个值是可以装配的,从而无需返修。图2为理论装配模型和实物之间的差异对比示意图。两个舱段配合面都已经超差,但有些零组件可以装配,而有些零组件却不可以。由于航空航天产品批量较少,故障实例也非常少,因此,结合图1案例,基于小样本实例并结合有限元仿真技术,提出可装配偏差值的确定方案。定制开发了薄壁类变形产品装配工艺智能设计与仿真系统并应用示范,做到零组件在装配前的精准预测,实现企业内部的系统集成,提升薄壁类变形产品工艺设计智能化程度,降低产品可装配缺陷率,提高复杂装配的可制造性审查效率,缩短工艺研制周期,促进产品创新设计的可持续发展。
2 薄壁类零组件装配技术方案
2.1 薄壁类零组件装配工艺分析
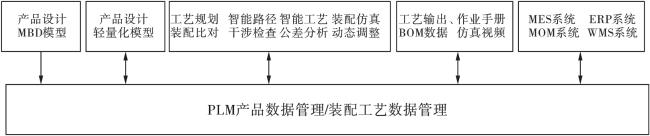
目前,随着产品趋于多样化和个性化,其结构设计上的更新变得更加频繁,工艺路线的更新与修改也随之变得愈加复杂和多样,而企业的工艺拟定大多依赖于经验,工艺规划整体的智能化水平较低,因此利用结构有限元仿真技术与工艺知识图谱技术相结合创建装配仿真模型,对动态变更的产品信息进行高效存储,以重用历史决策经验、挖掘各产品工艺路线间的内在关联,实现零组件工艺与资源能力的智能匹配。从分析洞察能力来看,当知识实体间存在交织的关联关系时,通过图分析算法可实现对复杂关系的高效分析和广度扩展,如通过图遍历进行目标工艺的实体检索,以最短路径实现工艺实体间的关联识别等。此外,采用知识图谱实现了工艺领域中的知识重用及相关决策类知识的推荐等功能。结合某院现有PDM及设计与仿真系统,搭建定制产品工艺智能设计系统,构建一个模型轻量化、可制造性分析、工艺过程设计、动态装配仿真的工艺智能设计与仿真系统,为产品制造提供一套基于模型驱动的生产工艺智能设计和仿真验证协同模式,其三维装配工艺系统架构如图3所示。
三维装配工艺系统架构主要包括逻辑架构和构建知识图谱两方面。在逻辑架构方面,通常采用本体库进行管理。在构建知识图谱方面,本文对装配过程数据进行采集与预处理,完善相关特征装配数据,通过自动或半自动的技术方法,从数据库中提取相关知识并存入知识图谱的数据层中,如图4所示。知识图谱的构建可以采用自顶向下和自底向上两种方式,其中自顶向下是指提前定义好本体与数据模式,将处理后的数据进行提取扩充,加入知识库中。而自底向上是指通过稳定性较高的技术方式,从海量的数据中提取,将凝练后置信度较高的资源模式经专家审核后加入知识库,从而形成本体模式。
本文采用自顶向下方式,先定义工艺知识图谱涉及到的相关概念模型,完成工艺领域本体的构建并将其作为图谱的模式层,然后对工艺数据进行处理,完成实体抽取、关系建立等任务。在模式层的引导下完成工艺知识的初步表达,并通过知识融合等过程实现知识的标准化表达,最终完成图谱的存储与可视化,实现工艺知识图谱的构建。其中,在图谱的存储及可视化表达方面,基于实际生产数据的复杂性,本文采用图数据库的方式保证数据存储查询的高效,三维装配工艺系统组成如图5所示。
三维装配工艺技术路线以三维轻量化模型为核心,设计端在完成三维设计后,利用三维装配工艺平台自动转换成轻量化装配模型,并提取三维模型的产品结构及零部件属性信息,上传到工艺管理系统。工艺部门直接从工艺管理系统中获得三维轻量化模型,基于三维模型利用三维装配工艺软件,完成三维可视化装配工艺设计,包括装配路径规划仿真、智能装配路径优化等,并根据企业需要发布多样化的装配工艺文件,上传到工艺管理系统进行工艺数据的统一管理。车间生产人员通过车间可视化浏览终端,直接利用三维工艺文件来指导生产。
薄壁类零组件结构装配仿真分析流程如图6所示。
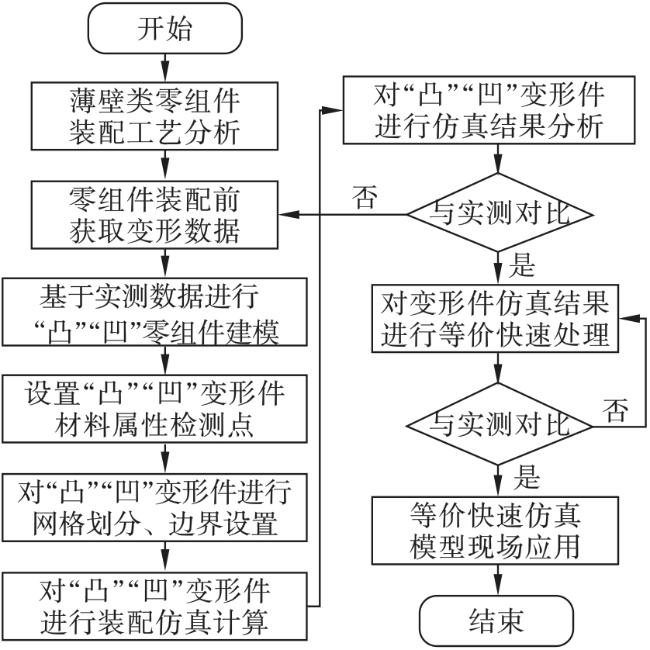
(1)首先,对装配对象进行工艺分析,特别是了解装配原理,找出影响装配质量的因素;
(2)对装配前零组件进行实际数据收集。特别是测量尺寸公差和形位公差超差仍然能够进行装配的零组件的数据;
(3)基于实测数据对装配零组件“凸”件和“凹”件分别建模,得到与真实物理零组件一致的模型,对检测点进行标识;
(4)建立薄壁类零组件结构仿真装配过程环境,包括仿真分析单位制、仿真坐标系、仿真材料属性、仿真数据接口、仿真工具选择等;
(5)对薄壁类零组件结构装配体进行有限元仿真分析模型建立、检测点定义、组件几何模型建立、网格划分方式、边界条件设置;
(6)对薄壁类零组件结构装配组合体进行求解与分析,主要涉及仿真工具环境设置、仿真模型求解;
(7)对仿真结果进行分析。仿真监测点变形分析、组件变形与内应力关系分析、基于物理测试对仿真模型修正;
(8)考虑现场应用,结合装配知识图谱,创建等价快速仿真模型。对薄壁类零组件装配过程提供变形快速计算方法。并随着现场应用不断优化快速计算结果,指导现场应用。
2.2 薄壁类零组件装配工艺建模
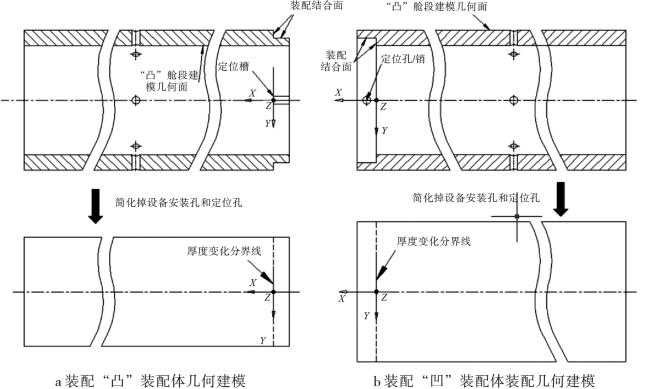
为了快速评估装配体断面的变形情况,分析装配体结构是否可以正常装配,可采用板壳单元建模并进行仿真计算分析。由于设备安装孔和定位孔(槽)尺寸较小,在建模过程中将其简化掉。同时,由于装配体在装配连接位置存在“台阶”(厚度变化),为方便建模,“凸”装配体结构以内表面为基准平面,向外表面偏置厚度尺寸;“凹”装配体结构以外表面为基准平面,向内表面偏置厚度尺寸,在“台阶”(厚度变化)处,添加厚度变化分界线,并在检测点位置建立几何硬点(“凸”装配体结构的虚拟检测点需由装配面位置投影到内表面上)来模拟检测点,薄壁类零组件装配工艺几何建模过程如图7所示。
薄壁类零组件装配工艺有限元仿真建模过程如图8所示。
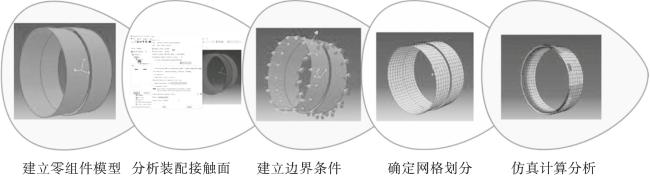
(1)建立零组件模型
本文采用板壳模型建立零组件理想模型。零组件A舱内径为1 000 mm,长度为300 mm,材料属性为Q235;零组件B舱外径为1 005 mm,长度为300 mm,材料属性为TC4。网格划分采用四边形网格划分。
(2)分析装配接触面
两个装配零件属于面与面接触,进行有限滑移。摩擦系统查手册为0.2。材料属性按需要输入相应的材料参数及应力应变曲线。
(3)建立边界条件
本文的边界条件定义在装配体薄壁筒结构,圆周尺寸不少于20个载荷点。
(4)确定网格划分
本文的网格划分采用自由网格划分。
a.修改网格类型;
b.确认种子密度;
c.合理分割零件;
d.分区域逐个划分网格;
e.调整网格划分方式;
f.几何忽略或修复。
(5)仿真计算分析
通过仿真计算可以获得零组件装配后的最大应力、应变。最大应力8.46×102MPa,最大应变2.691×10-2。
2.3 薄壁类零组件装配体变形分析
(1)虚拟外形检测点定义
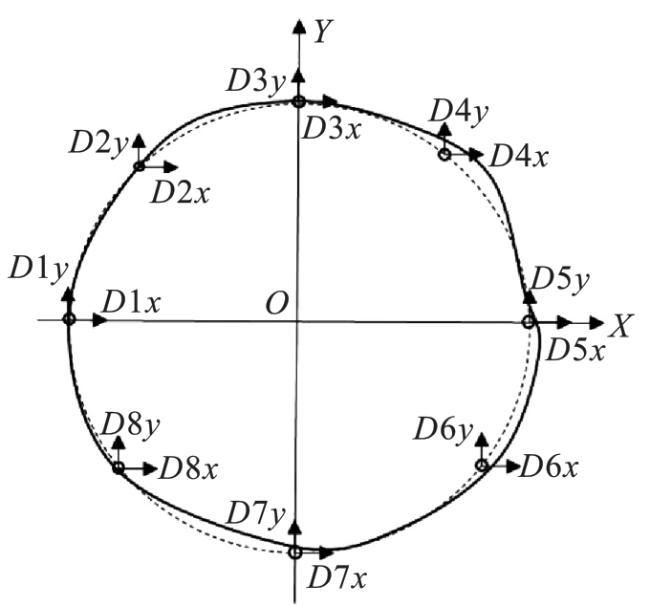
根据前面定义的检测点,在有限元模型中找到对应的单元或节点,将其定义为虚拟外形检测点。在有限元模型的虚拟外形测点位置上施加与外形检测设备检测一致的变形位移(位移载荷),并对有限元模型进行求解。图9为零件控制点/外形检测点。
(2)断面变形对等效内应力引起零组件变形分析
a.装配体外形监测点变形检测。
b.利用外形检测设备检测出各检测点的坐标位置信息,得出装配体检测点处的位移变形,如表1所示。
表1 检测点位移变形 |
| 序号 | 检测点编号 | “凸”装配体断面检测点位移变形 | “凹”装配体断面检测点位移变形 | ||
|---|---|---|---|---|---|
| δY | δZ | δY | δZ | ||
| 1 | P1/Q1 | Pδy1 | Pδz1 | Qδy1 | Qδz1 |
| 2 | P2/Q2 | Pδy2 | Pδz2 | Qδy2 | Qδz2 |
| 3 | P3/Q3 | Pδy3 | Pδz3 | Qδy3 | Qδz3 |
| 4 | P4/Q4 | Pδy4 | Pδz4 | Qδy4 | Qδz4 |
| 5 | P5/Q5 | Pδy5 | Pδz5 | Qδy5 | Qδz5 |
| 6 | P6/Q6 | Pδy6 | Pδz6 | Qδy6 | Qδz6 |
| 7 | P7/Q7 | Pδy7 | Pδz7 | Qδy7 | Qδz7 |
| 8 | P8/Q8 | Pδy8 | Pδz8 | Qδy8 | Qδz8 |
c.在有限元模型的虚拟检测点上施加如表1中所述的检测点位移变形量(位移约束/位移载荷),对有限元模型进行求解设置。检测点的设置与求解计算精度和求解位置相关。
表2 检测点支反力 |
| 序号 | 检测点编号 | “凸”装配体检测点支反力 | “凹”装配体检测点支反力 | ||
|---|---|---|---|---|---|
| FY | FZ | FY | FZ | ||
| 1 | P1/Q1 | PFy1 | PFz1 | QFy1 | QFz1 |
| 2 | P2/Q2 | PFy2 | PFz2 | QFy2 | QFz2 |
| 3 | P3/Q3 | PFy3 | PFz3 | QFy3 | QFz3 |
| 4 | P4/Q4 | PFy4 | PFz4 | QFy4 | QFz4 |
| 5 | P5/Q5 | PFy5 | PFz5 | QFy5 | QFz5 |
| 6 | P6/Q6 | PFy6 | PFz6 | QFy6 | QFz6 |
| 7 | P7/Q7 | PFy7 | PFz7 | QFy7 | QFz7 |
| 8 | P8/Q8 | PFy8 | PFz8 | QFy8 | QFz8 |
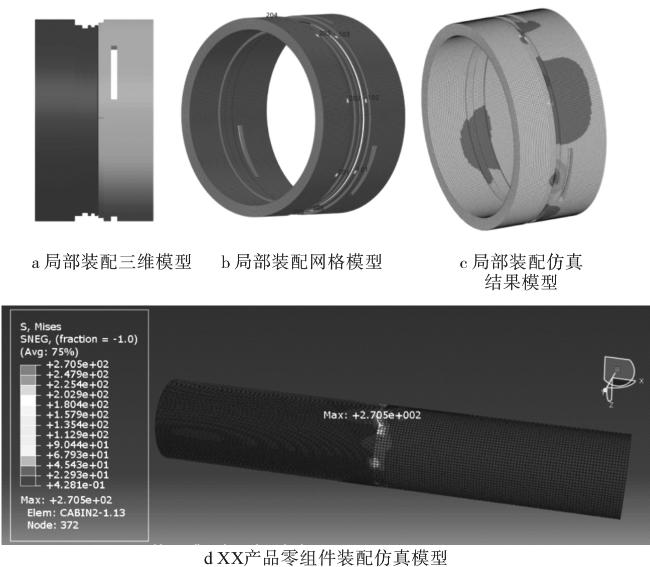
e.当仿真模型求解收敛且模型装配位置上模型的应力小于材料屈服极限时认为可以进行装配;当应力大于材料屈服极限或由于变形过大,造成求解不收敛时,则认为装配体不可以进行装配。根据已有实测数据,采用有限元分析法给出可装配变形区间,进而实现对装配的预测。图11为薄壁类变形零组件装配仿真分析结果。
3 薄壁类零组件装配快速评估应用
3.1 薄壁类零组件装配快速评估需求
为了对薄壁类零组件的可装配性进行评估,可采用试验测试和CAE仿真分析的手段对组件的装配性能进行数值仿真分析。但数值仿真分析过程中需要进行几何清理简化、网格生成、材料属性赋予、边界载荷设定、分析提交、结果处理等工作,过程复杂,对专业知识要求高,导致不同分析人员得出的结果有一定差异,从而导致应用效果不理想。为此,基于有限元仿真结果,对实测数据进行扩展性分析,利用机器学习、人工智能和知识图谱等技术推导出薄壁类零组件的可装配等价模型。通过输入薄壁类零组件的实测值可快速得出是否可以装配的结论。
薄壁类零组件可装配等价模型的数据处理过程如下 :
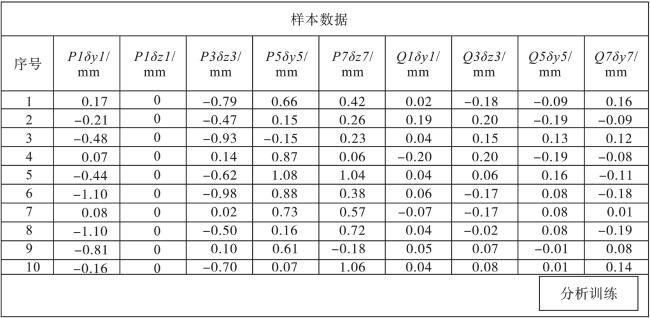
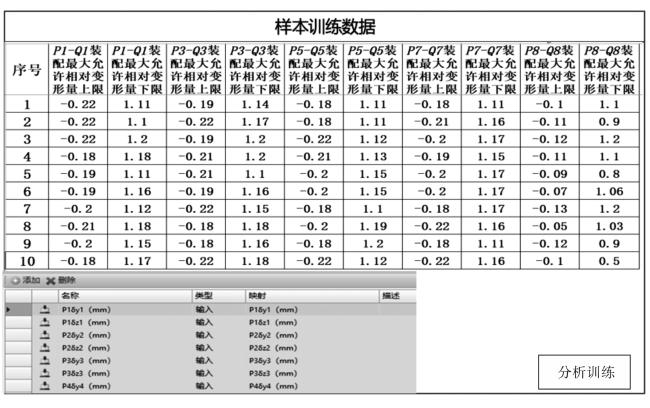
(1)读取样本数据
点击“管理员”按钮,弹出“预测模型分析和训练”的界面,在“名称”对话框中填入拟训练模型的名称,选中创建的样本数据,将样本数据读入程序,如图12所示。
(2)训练模型
选中输入参数所在的行列(可批量多选)点击右键,分别进行“输入参数”和“输出参数”设置,如图13所示。
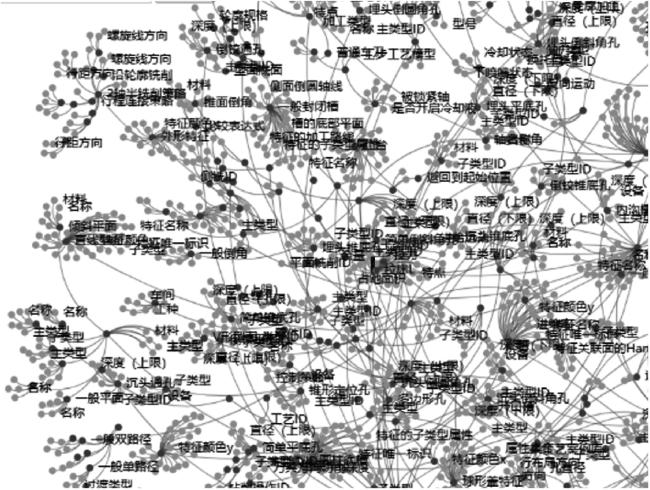
利用知识图谱和推理算法,对工艺设计中的各种问题进行推理和分析,推理出最佳的工艺参数组合,自动生成符合要求的工艺设计领域知识图谱,如图14所示。此功能用来展示本体与本体、属性与属性、本体与属性之间的关系。

3.2 薄壁类零组件装配快速评估技术
工艺知识建模技术是解决动态装配工艺创建的主要手段,是构建更加可靠、智能化的工艺路线的规划方法,是促进智能制造的重要引擎。传统工艺路线优化方法大多基于优化目标,通过遗传算法、粒子群算法等群体进化类算法进行寻优求解,但此类方法不能应对工艺条件的频繁变动,对动态扰动的处理能力差。为此,本文提出一种基于深度强化学习的工艺路线优化方法,并使用基于超体积的多目标评价指标提高寻优过程中解集的稳定性与适应能力,提升工艺规划过程中的决策效率。在实际的工艺生产中,可以通过实时感知现场的制造资源使用情况,并采用基于强化学习的多目标求解方法高效地做出决策响应、灵活应对设备的动态变化。
3.2.1 强化学习技术
强化学习技术可以表示为一个由Agent与环境组成的系统。环境产生描述系统状态的信息,Agent与环境交互的过程为:①Agent感知当前环境的状态 ;②在策略 下,Agent根据当前的状态 和奖赏值 选择并执行动作 ;③环境接收到动作 改变状态至 ,同时对Agent给予新奖赏 ;④Agent根据环境给出的奖励判断当前执行的动作是否对自己有利,从而更新自己的策略 。依据该交互过程,Agent选择的动作不断朝着有利的方向改变,直到整个迭代结束。
在利用强化学习之前,需要将问题转化为马尔可夫决策过程 (Markov decision process,MDP),MDP可以用( )表示,共包含5个元素。其中:S为所有状态的集合; 为在状态 下可执行动作的集合; 为状态转移概率,表示Agent在当前状态 下执行动作 转移到新状态 的概率; 为折扣因子,用于给未来奖赏赋予一定的折扣,其中 ; 为奖励函数。
此外,MDP中对于策略 的定义如式(1) 所示。
根据策略 ,Agent会得到一个状态-动作序列,数组形式如式(2) 所示。
在该过程中,处在时刻 的累积奖励为
在策略 下的状态-价值函数为
同时,其动作-价值函数为
联合式可得状态-价值函数的贝尔曼方程
同理可得动作-价值函数的贝尔曼方程
在强化学习中通过引入状态-价值函数和动作-价值函数来对回报进行描述,而贝尔曼方程能够抽象化马尔可夫决策过程,从而提高问题的求解效率。
3.2.2 工艺路线优化策略
在使用强化学习时,需要先将问题抽象成马尔科夫决策过程。在工艺路线优化问题中,可以将待加工零件工艺路线的确定视为一个完整的决策过程,由此可以定义该过程的初始状态、终止状态、状态空间、动作空间和奖励函数等。
(1)状态空间定义
工艺路线的状态空间主要呈现为各加工元的安排顺序及其选用的机床刀具资源,考虑到各待加工零件加工元数量和候选资源集的多样化,本文在状态空间的设定中引入了静态变量与动态变量。其中静态变量是在决策过程中不会发生变化的值,而动态变量在每个决策步骤之前都会更新。
(2)动作空间定义
动作 表示Agent在当前状态 下可以做出的行为,其与决策策略相关。在工艺路线优化问题中,动作 可以视为Agent从候选组合中选择某个序号 ,动作集合 可具体理解为状态 下所有可选的序号ID集合。但与一般的MDP问题不同的是,本文的工艺路线优化问题对动作 有以下几点要求:
第一,每个加工元只能被选择一次;
第二,被选择过的加工元的所有候选组合,无论是否被选择,在本次序列决策过程的剩余任务中,均不能被选择;
第三,当前状态 下是否能执行动作 ,还要看与 对应的状态 是否还有先行加工元,如有则该动作 无效。
为了有效解决动作空间随状态变化的问题,本文引入动作动态掩码技术对无效动作进行屏蔽,相比于传统的利用罚函数来对动作进行约束,采用Mask技术能够更好地促进模型的收敛与推理过程。具体如下:
根据强化学习方法,会在状态 下对每个动作 输出一个选择概率 ,则所有动作 的选择概率 可视为一个概率分布向量
对无效动作设立掩码,通过掩码矩阵 进行实施, 可表述为
然后利用Softmax函数,将原始的概率分布向量 在掩码矩阵 参与下转化为
掩码矩阵 的计算过程如图15所示。
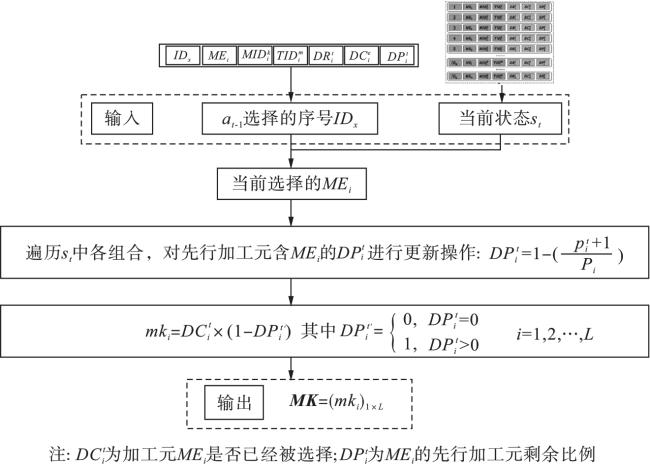
强化学习与其他AI算法一样,都基于统计学原理,采用罚函数方法,即使Agent学会将无效动作的选择概率降到最低,但仍存在选择的可能性,而使用掩码对非法动作进行屏蔽,能够避开对无效动作的选择。
(3)奖励函数
奖励函数能够给Agent正确的反馈,指导Agent对动作选取的策略进行学习。根据强化学习原理,当前采取动作越有利则给予越大的奖励,因此本文对Agent的奖励将基于工艺总成本、工艺总时间和工艺效率3类优化目标进行确定。3类目标值越低,应对Agent给予越大的奖励。
综上,可以将工艺路线优化问题抽象成马尔可夫决策过程,并定义相关概念和空间范围。知识属性可视化模型如图16所示。
企业工艺资源库完全建立在Teamcenter中,优势数据源统一,数据库的数据结果扩充可以通过配置实现,无需二次开发,便于管理,利用Teamcenter完善的数据模型、权限机制、流程管理方式能快速建立企业资源库。
3.3 薄壁类装配快速评估实例
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4 结论
通过在装配过程中精准地表达零件制造误差与装配累积误差,实现对精度要求超高的装配关键部位的质量精准控制与溯源调整。提前预估关键部位装配误差的非线性累积过程,进而准确地预测装配误差累积过程,同时基于数字孪生理论实现质量过程控制与在线调整,进一步提升装配效率。航空航天产品在生产现场出现的技术质量问题往往多种多样,而每种技术质量问题样本量非常有限。本文将实物物理量和有限元分析技术相融合,给出变形薄壁类零组件可装配仿真分析方法,逐渐完善薄壁类零组件的可装配性评估软件。本文构建了可重用、可配置的工艺过程模型和虚拟仿真模型,采用模型与知识驱动的定制产品可制造性分析与仿真优化决策技术,基于全流程制造资源知识图谱的工艺资源精准推荐,对需求波动下的工艺方案智能化敏捷配置、演化重构和工艺过程进行仿真验证。利用可装配评估软件确定任一组零组件能否进行装配。该评估软件能够实现产品可制造性工艺过程的高效审查。通过工艺过程的精准评价及优化决策,优化产品交付进程。通过项目实施,装配工艺过程应用有效性大于90%,装配可制造性审查效率提高30%以上,工艺研制周期缩短30%。如果与现场MES系统集成,该软件可实现装配舱段预选配,现场应用效果更佳,对航空航天工业实施装配生产线具有参考意义。