

选区激光熔化(selective laser melting,SLM)技术作为一种金属增材制造技术,因其生产周期短、材料利用率高、几乎“近净成形”等优点被广泛应用于航天航空等领域[1]。TC4(Ti-6Al-4V)合金因具有高比强度、低热膨胀系数、强耐腐蚀性、高温变形性能好等优点被广泛应用于增材制造[2]。王舒等[3]采用锻造和SLM两种方法制备TC4零件,进行力学性能测试,发现SLM件的屈服强度和抗拉强度均高于锻造件。Huang等[4]发现SLM件的耐磨性和硬度优于锻造件,而耐腐蚀性低于锻造件。SLM制备的TC4钛合金致密度高达99%[5],抗拉强度、屈服强度和延伸率分别为1 041 MPa、987 MPa和14.6%,而锻造的TC4合金的抗拉强度、屈服强度和延伸率分别为869 MPa、817 MPa和10.7%[6]。虽然SLM技术具有较多优势,但在SLM成形过程中由于阶梯效应、粉末黏附及球化效应等缺陷的存在[7],导致成形件表面质量较差,表面粗糙度Ra为10~50 μm[8],无法直接满足使用要求,需要对SLM构件进行后处理以改善表面质量。
磁力研磨(magnetic abrasive finishing,MAF)技术利用磁场力使磁性磨料沿着磁力线的方向排布且聚集形成研磨刷,研磨刷与工件之间产生相对运动,实现对工件表面材料的去除[9]。Zhang等[10]采用MAF技术对SLM-316L不锈钢进行表面抛光,有效地去除了大部分的粉末黏附和球化缺陷,抛光后表面粗糙度Ra降低了75.7%。Vahdati等[11]采用MAF技术抛光经过铣削加工的铝合金件,发现MAF抛光后,铣削表面的凹坑、划痕被去除,表面波峰和深谷被压平,在表面产生细小的划痕。陈昊鑫等[12]研究了MAF工艺对SLM制备的TC4合金表面完整性的影响,通过响应曲面法得到各因素对表面质量的影响程度。在最优参数组合下,表面粗糙度由初始的0.6 μm降至0.065 μm,残余拉压力得到释放。韩冰等[13]通过振动辅助磁力研磨光整陶瓷管内表面,施加振动后,表面粗糙度Ra由1.1 μm降至0.03 μm,加工效率提高70%。对于硬度较高的工件,由于磁力研磨属于微量切削加工,加工效率较低[9]。为了提高研磨效率,通常将磁力研磨技术与其他方法复合加工。
本文将超声振动与磁力研磨技术相结合,进一步改善了SLM制备的TC4合金的表面质量。模拟了不同磁极尺寸下磁通密度的大小和分布情况及不同研磨区域内磁针旋转加工一周所受到的磁场力,进行对应区域磁力研磨试验,验证模拟的准确性。选择合适的位置固定试样,在试样的垂直方向施加超声振动,进行后续的超声辅助磁力研磨试验。对空化泡在复合场下受力分析,研究了磁场对空化效应的影响机理。分析了施加超声振动前后试样表面形貌的变化规律,同时研究了不同参数对表面粗糙度的影响规律。
1 材料及试验步骤
1.1 样品制备
采用气雾化制备TC4钛合金球形粉末,粉末粒度为15~53 μm,其化学成分如表1所示。打印前,用无水乙醇清洗TC4基板并吹干。采用选区激光熔化工艺制备尺寸为10 mm×10 mm×10 mm的TC4试样(激光功率P为100 W、光斑尺寸d为0.1 mm、层厚t为20 μm、扫描速度V为1 250 mm/s)。整个打印过程在氩气中进行,以避免打印过程中发生氧化。
表1 TC4钛合金粉末的化学成分 (%) |
| 元素 | Al | V | Fe | O | C | N | H | Ti |
|---|---|---|---|---|---|---|---|---|
| 含量 | 6.100 | 4.100 | 0.150 | 0.120 | 0.020 | 0.020 | 0.006 | 89.484 |
1.2 超声辅助磁力研磨试验
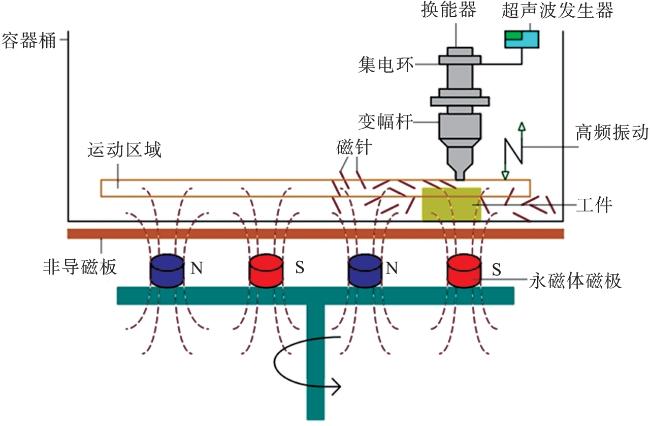
超声辅助磁力研磨(ultrasonic assisted magnetic abrasive finishing,UAMAF)的加工原理图如图1所示。用金属胶水将工件固定在容器桶的底部,容器桶中加入磁针、水和研磨液。水需淹没工件上表面5 cm,研磨液为50 ml。磁极材料为N35型永磁体。磁针材料为304 L不锈钢,磁针的尺寸为0.5×5 mm。容器中加入研磨液起到润滑和缓冲作用。用夹紧装置将超声振动装置固定在磁力研磨设备上,在工件的垂直方向上施加超声振动,超声振动头顶面与工件上表面的距离为3~5 mm。通过电机带动磁极旋转产生旋转磁场,磁针在旋转磁场和超声振动的共同作用下,不断地碰撞、划擦工件表面,去除表面缺陷,达到改善表面质量的目的。
1.3 材料表征
试验采用激光共聚焦显微镜(confocal laser scanning microscope,CLSM)检测研磨前后工件的表面粗糙度,选择的扫描区域尺寸为4 mm×4 mm,扫描速度为80 mm/s,Z轴分辨率为2 nm。研磨前后的表面形貌采用扫描电子显微镜(scanning electron microscope,SEM)进行观察,扫描电压为20 kV,工作距离为12.6 mm,接入SE2探测器检测信号。
2 磁场模拟与试验验证
式中:B为磁通密度;μ 0为空气磁导率,大小为4π×10-7H/m;μ m为磁针的相对磁导率。
磁极的尺寸是影响研磨效果的重要因素之一。以磁极的直径15、20、25和高度10、15、20为变量,设计了9种不同尺寸的磁极。通过磁场模拟选择合适的磁极尺寸进行后续的试验,不同尺寸的磁极下磁通密度在高度方向上的大小和分布情况如图2所示。
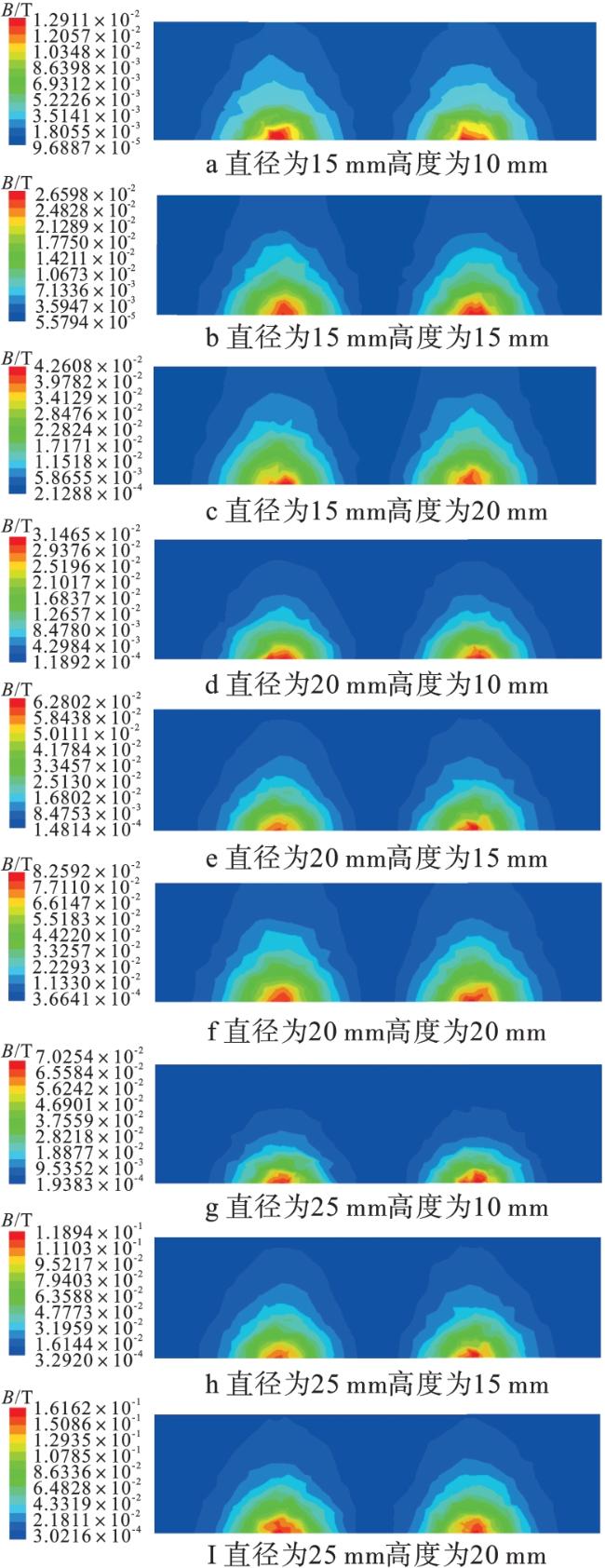
随着磁极直径的增大,磁感应强度增大,磁通密度的分布逐渐不均匀,云图上蓝色区域的面积增大。随着磁极高度的增加,磁感应强度增大,直径为15 mm的磁极的磁通密度分布情况差异不明显,直径为20 mm和25 mm的磁极的磁通密度的分布逐渐均匀,云图上蓝色区域的面积减小。直径为25 mm、高度为20 mm的磁极的磁感应强度最大,可达0.161 T,磁通密度分布相对均匀。因此,选择直径为25 mm、高度为20 mm的磁极。
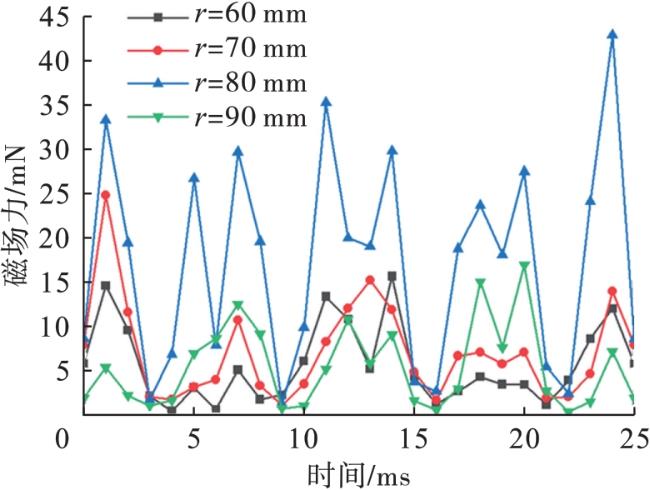
磁针在研磨过程中受到的磁场力大小是影响抛光效果的重要因素之一,通过模拟得到磁针在旋转加工一周过程中所受磁场力最大的区域,即磁通密度分布最大的区域。磁针在研磨过程中的运动区域如图1所示。在Maxwell软件中模拟在高度为10 mm、半径分别为60、70、80、90 mm的区域内旋转一周的磁针所受到的磁场力,模拟结果如图3所示。由模拟结果可得,在半径为90 mm的区域,磁针所受到的平均磁场力最小,数值为5.35 mN。半径为60 mm的区域与90 mm的区域,磁针所受到的平均磁场力大小接近,数值为5.61 mN。在半径为70 mm的区域,磁针所受到的平均磁场力有所提升,数值为7.05 mN。在半径为80 mm的区域,磁针在研磨过程中受到的磁场力最大,表明该区域的磁通密度最大,研磨压力最大,研磨效率最高,抛光效果优于其他模拟区域。
磁力研磨过程中,利用金属胶水将试样固定在容器桶底部,不同位置的磁通密度大小不同。保持其他试验参数不变,将试样固定在距离容器桶底部中心分别为60、70、80、90 mm的位置,研磨时间为20 min,研磨转速为2 700 r/min。工件固定在不同位置磁力研磨后的表面粗糙度如图4所示。随着工件固定的位置从60 mm增加到80 mm,表面粗糙度Ra和面粗糙度Sa呈下降趋势。在电机旋转产生的离心力和磁极产生的磁场力的共同作用下,磁针聚集在距离容器桶中心80 mm的区域,单位时间内更多的磁针参与抛光过程,研磨压力增大,材料去除量增加,表面粗糙度降低。当工件的固定位置为90 mm时,与前面的位置相比Ra有所增大,表明该位置比之前的位置距离磁极更远,单位时间内研磨压力减小,磁针的切削力降低。在60 mm和90 mm的工件固定位置的研磨后的表面粗糙度值接近。试验结果与前面磁场模拟结果一致,验证了模拟的准确性。距离容器桶中心80 mm处的磁通密度最大,抛光效果最优。将工件固定在80 mm的位置,在工件垂直方向施加超声振动,进行后续的超声辅助磁力研磨试验。

3 磁场对空化效应的影响机理
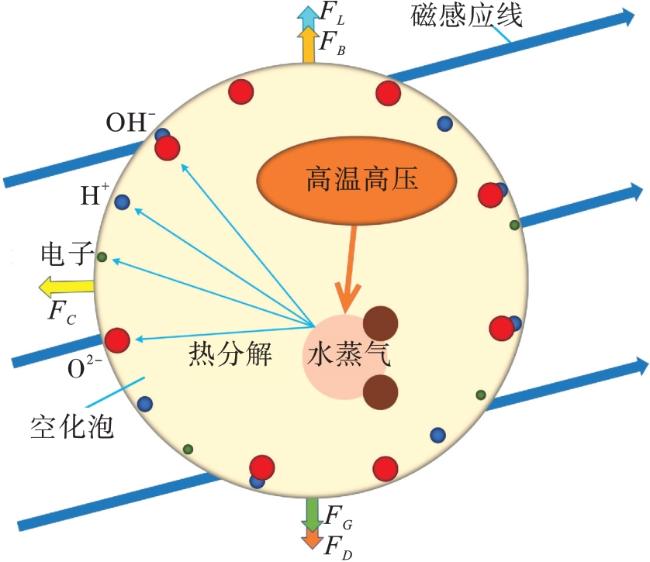
根据Leenov等[17]研究,洛伦兹力可用式(2) 表示。
式中:σk 为空化泡的电导率(σk =0);σy 为流体介质的电导率;Vk 为空化泡的体积;J为流体介质内的电流密度;B为流体介质内的平均磁通密度;R为空化泡的半径。
式中:μ为流体介质的黏度系数; μ k 为空化泡的速度矢量; μ y 为流体介质流动速度矢量;ρy 为流体介质的密度。
空化泡的重力可表示为
式中:ρk 为空化泡内的气体密度;g为重力加速度。
根据Hojjatzadeh等[19]的研究,空化泡受到的浮力可用式(5) 表示。
空化泡受到的向心力可表示为
式中:m为空化泡的质量;ω为空化泡的角速度;r为空化泡到容器桶中心的距离。
空化泡受到的总合力为
式中:PA 为超声波的声压幅值;P为空化泡所受到的外部压力。当声压幅值恒定时,空化泡的最大膨胀半径与外部压力大小成反比。Li等[21]研究发现,随着空化泡外部压力的增大,空化泡的最大直径呈非线性下降。
空化泡的溃灭时间(从最大膨胀半径R max到0的时间)TC 可由式(9) 表示[21]。
由式(9) 可知,随着外部压力的增大,空化泡的最大膨胀半径减小,空化泡的溃灭时间随之缩短。空化泡的溃灭时间与最大膨胀半径成正比。在超声辅助磁力研磨过程中,磁场增大了空化泡所受到的外部压力,空化泡的最大膨胀半径减小,空化泡的膨胀时间缩短,即空化泡的膨胀程度因磁场而减小。空化泡的溃灭时间缩短,溃灭时释放的能量随之降低。磁场使空化泡从形成到溃灭的周期缩短。因此,磁场对空化效应的强度具有抑制效果。
4 试验结果与讨论
4.1 超声振动对表面形貌的影响
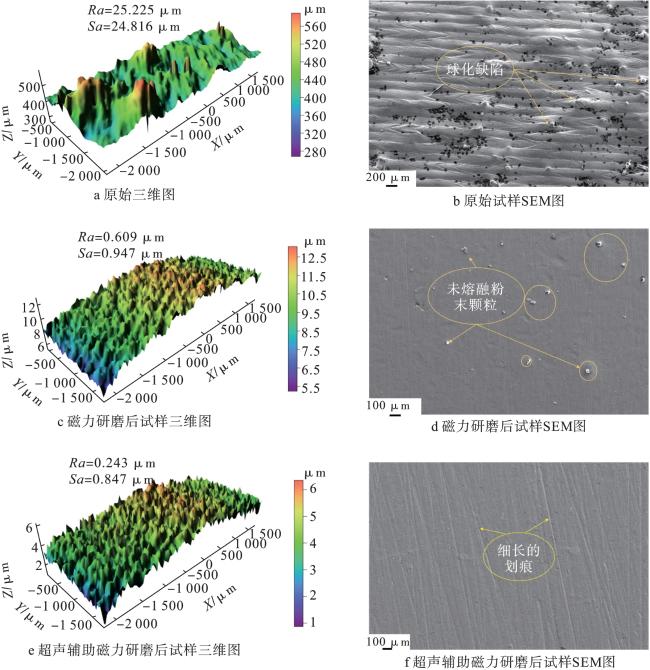
在试样固定位置80 mm,研磨时间为20 min,研磨转速为2 700 r/min,频率为20 kHz,振幅为100 μm,进行超声辅助磁力研磨试验,比较研磨前后试样的表面形貌,如图6所示。原始表面存在大量不规则凸起和较多的球化缺陷,表面较粗糙。磁力研磨后,表面粗糙度Ra由25.225 μm降至0.609 μm,降低了97.59%。表面大部分的不规则凸起被去除,波峰和波谷之间的高度差显著减小,表面质量得到改善。然而磁力研磨加工后,表面仍然残留大量未熔融的粉末颗粒,这是由于磁力研磨加工产生的切削力较小,难以完全去除表面的凸起和缺陷。超声辅助磁力研磨后,表面粗糙度进一步降至0.243 μm,降低了99.04%。原始表面缺陷被有效地去除,抛光后表面有细长的划痕。与磁力研磨相比,超声辅助磁力研磨处理后的表面粗糙度降低了60%。在相同的条件下,超声辅助磁力研磨处理后的Sa和Ra均低于磁力研磨处理后的Sa和Ra,这表明超声辅助磁力研磨处理后能获得更加光滑的表面。
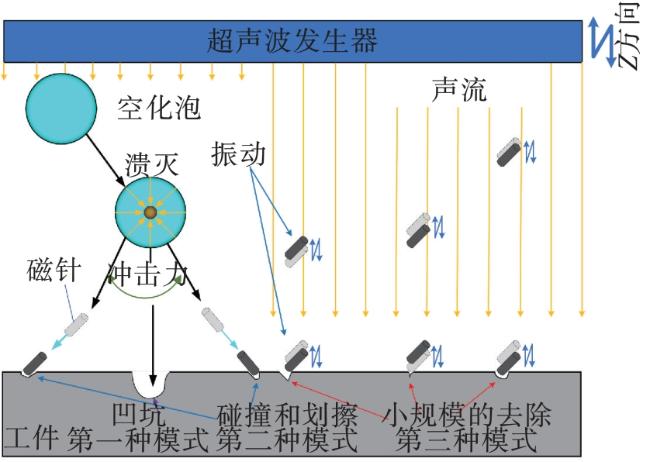
磁力研磨与超声辅助磁力研磨加工后表面形貌的差异是由于研磨过程中研磨压力和磁针运动轨迹不同所导致的。磁力研磨后表面的质量比原始表面有了明显的改善。但由于在抛光过程中磁针运动轨迹是规则的,表面质量仍然不够好。当在工件的垂直方向施加超声振动时,超声振动对工件表面材料的去除有3种模式[22],如图7所示。(1)液体中空化泡溃灭,在工件表面形成凹坑。(2)空化泡溃灭时释放能量,使磁针加速冲击工件表面,形成楔形的凹坑或划痕。(3)超声振动驱动流体介质中磁针冲击和划擦工件表面。Ichida等[22]对这3种材料去除模式下的痕迹进行了测量。第一种去除模式形成的凹坑直径为0.5~5 μm,深度为0.05~1 μm;第二种去除模式形成的凹坑直径为0.3~1.5 μm,深度为0.01~0.3 μm;第三种去除模式形成的凹坑直径为40~60 nm,深度为3~6 nm。前两种材料去除模式都是空化泡溃灭产生的能量直接或间接作用于工件表面,这样可以去除更多的材料,并在表面上留下更明显的痕迹。为了得到更加光滑的表面,要尽量减少前两种材料去除模式,增加第三种材料去除模式。磁场会抑制空化效应的强度,使空化泡的溃灭能量降低。这相当于减少了前两种材料去除模式,增加第三种材料去除模式。同时,由于超声振动的高频冲击,类似超声喷丸的效果可以使工件表面波峰的材料塑性地流入波谷并将其填充,提高表面平整度。施加超声振动后,磁针运动轨迹变得更加复杂和随机,更容易获得比较光滑的表面。
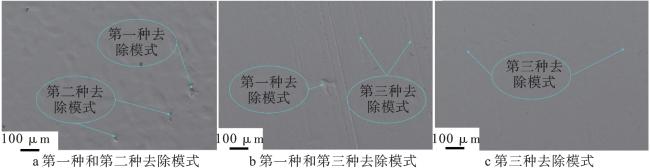
超声辅助磁力研磨处理后,检测不同去除模式在试样表面产生的痕迹如图8所示。第一种去除模式和第二种去除模式在试样表面产生的凹坑痕迹较深,导致该区域内的试样表面明显凹凸不平;第三种去除模式产生的痕迹相对较浅,试样表面平整度有所提高。只有第三种去除模式的区域试样表面相对较光滑。
4.2 不同参数对表面粗糙度的影响
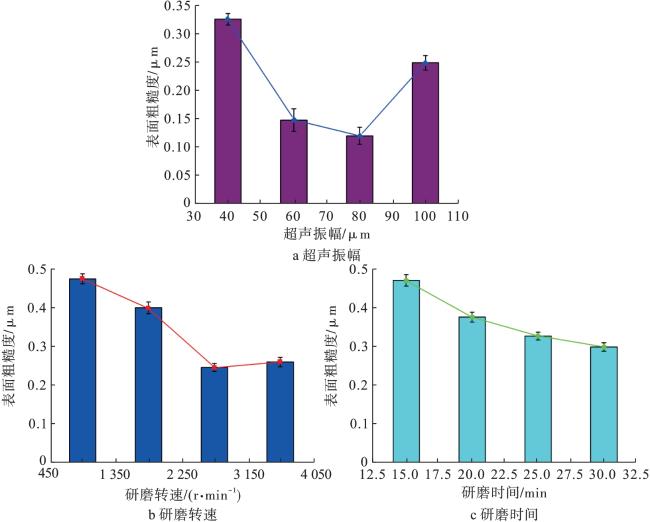
不同参数下表面粗糙度的变化如图9所示。如图9a所示,随着振幅的增大,表面粗糙度呈现先减小后增大的趋势。振幅为80 μm时,抛光效果最好,表面粗糙度降至0.117 μm。随着振幅的增大,磁针获得的动能增大,磁针的运动更加剧烈,单位时间内磁针对试样表面的碰撞次数增加,磁针对试样表面的切削作用增强,材料去除量增加,表面粗糙度迅速降低。当振幅增大到一定程度后,表面粗糙度反而增大。这是由于随着试样表面不规则凸起和缺陷被完全去除,磁针不断地划擦裸露出的新表面,对新表面造成损伤。如图9b所示,表面粗糙度随着转速的增加呈现先降低后上升的趋势。当磁极转速为900 r/min时,由于研磨转速过小,容器桶内的磁针运动不够剧烈,磁针获得的动能较小,导致磁针对试样表面的切削力较小,切削深度有限,研磨效果不明显。磁极转速在900~2 700 r/min时,随着研磨转速的增加,磁针获得的动能增加,单位时间内磁针与试样表面的碰撞次数增多,磁针的切削速度和切削路径增加,材料去除量增加,表面粗糙度值降低。当研磨转速为2 700 r/min时,表面粗糙度降至最小值,研磨效果最好。转速在2 700~3 600 r/min时,离心力随着转速增大不断增大,更多的研磨介质沿着旋转方向的切线方向被甩出,磁针无法全部集中在有效加工区域内,研磨区域内参与加工的磁针数量减少,抛光能力减弱。如图9c所示,表面粗糙度随着研磨时间的增加呈现降低的趋势。研磨时间在15~25 min内,由于尖端效应,在试样表面不规则凸起处磁力线密集,单位时间内参与研磨的磁针数量增多,磁针与试样的接触次数增多,切削力增大,导致表面粗糙度迅速降低。继续延长研磨时间,可能会产生过抛现象。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
5 结论
通过对选区激光熔化制备的TC4构件进行超声辅助磁力研磨处理,得到如下结论:
(1)在80 mm的区域,磁针旋转加工一周所受到的磁场力高于其他模拟区域,平均磁场力为17.12 mN,磁力研磨后表面粗糙度为0.673 μm,抛光效果优于其他区域。
(2)磁场对空化效应的强度具有抑制作用。随着磁场的增强,空化泡所受的合外力增大,空化泡的膨胀半径减小,溃灭时间缩短,释放能量降低。
(3)施加超声振动后,表面粗糙度由25.225 μm降至0.243 μm。与磁力研磨工艺相比,表面粗糙度降低了60%。磁场对空化效应的抑制作用,减少了空化泡溃灭能量直接或间接作用于表面的现象,更容易获得较光滑的表面。
(4)随着超声振幅和研磨转速的增大,表面粗糙度先减小后增大。振幅过大时,产生过抛现象;研磨转速过大时,更多的研磨介质被甩出研磨区域,导致抛光能力减弱。表面粗糙度随着研磨时间的增加而减小,研磨初期存在尖端效应,表面粗糙度下降较快。